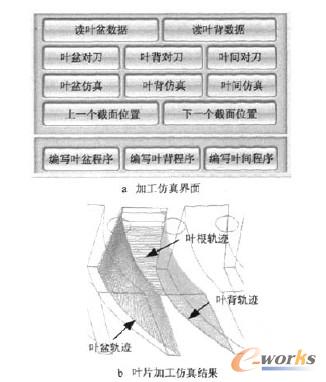
圖7葉片加工數控運動仿真
4)數控加工自動編程
數控加工編程在加工模擬正確的基礎上,針對所運用的機床數控系統類型進行相應的后置處理,本機床的五軸聯動數控系統由5個二軸聯動數控系統組成,采用虛擬軸彬軸控制機床五軸的同步性,系統自動生成的加工程序格式如下:
N0030 C01 F2.000
N0040 X-1.049 Y-0.309 Z1.000 CW-0.211
CT0.000 W2.000
N0050 X-1.056 Y-0.303 Z1.000 CW-0.210
CT0.000 W2.000
N0060 X-1.067 Y-0.297 Z1.000 CW-0.213
CT0.000 W2.000
其中w為虛擬軸坐標,其設置值要大于其他5個軸的值,編程的控制界面如圖7a所示.
實際應用表明,在過去的整體葉輪加工試驗中,加工工藝設計及其裝備制造時間約為5~6個月,加工試驗時間約為2~3個月,試驗次數多.在利用CAD/CAM平臺之后,所需的加工試驗次數明顯減少,該葉輪的葉片只進行了3次加工試驗就達到了加工工序要求,試制周期減少至3個月左右,時間大大縮短.
4.2壓氣機靜子加工應用
將本文的加工平臺應用于某型號航空發動機壓氣機靜子的氣流通道加工中.壓氣機靜子的形狀為一個閉式的整體構件,電解加工的氣流通道為異形,如圖8a所示.下面主要介紹利用CAD/CAM技術平臺進行電解加工陰極設計和參數優化.
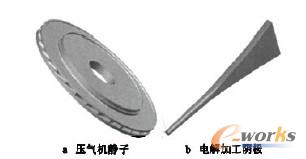
圖8壓氣機靜子與加工陰極
1)陰極設計
利用CAD/CAM技術平臺的電解加工過程模擬模塊實現.設計過程包括陰極、工件邊界的繪制、加工過程的模擬,誤差計算、陰極形狀修整、再模擬、形狀擬合、數據輸出等.陰極設計的軟件環境如圖9所示,其中還包括加工過程模擬、仿真計算、誤差分析等功能.

圖9陰極設計軟件環境
利用模擬模塊對壓氣機靜子的型腔加工過程進行模擬,圖10所示為陰極送進到78mm時電場有限元分析的瞬間過程,模擬過程自動完成,整個加工過程需要經過780輪有限元計算.
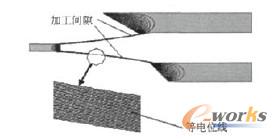
圖10電場有限元求解過程
利用模擬系統對初始設計的陰極形狀進行了多次模擬,對陰極成形面進行了多次修正,最終獲得陰極外形數據.利用該數據進行陰極設計,經過模擬設計的陰極幾何形狀如圖8b所示.
2)加工參數優化
利用模擬系統進行優化的加工參數主要是加工電壓和進給速度.改變這2個參數是加工中調節加工間隙的主要方法,它們影響加工成形的精度與效率.加工電壓和進給速度對成形精度的影響雖然在理論上不能精確計算,但可以通過電解加工模擬系統得到加工電壓、進給速度恰當的值,利用該參數值加工既能夠獲得一定的精度又能夠獲得最大的效率.表1所示為用不同加工電壓進行加工過程數值模擬得到的加工間隙分布,從表中可以得到加工電壓對加工間隙的影響.
采用同樣的方法可以模擬加工速度對加工間隙分布的影響.通過多次加工模擬使加工參數得到了優化,最終加工參數為加工電壓為14V;進給距離在0~50mm內進給速度為2.4mm/min,進給距離在50~78 mm內進給速度為2.2 mm/min.
試驗表明,采用上述優化的加工參數進行加工,在整個加工面上得到的加工間隙范圍為0.373~0.571 mm.在零件幾十個型腔的電解加工過程中沒有發生加工短路現象,加工過程穩定,得到的加工形狀精度滿足加工工序要求.
5 結論
1)整體構件數控電解加工CAD/CAM技術平臺在整體葉輪等零件的電解加工中得到了成功應用,平臺的各項關鍵技術在實踐中得到了檢驗;
2)實際應用證明,該平臺在整體葉輪、壓氣機靜子等零件加工中有效地解決了電解加工中的建模、數據處理、陰極設計、加工參數選擇、加工編程等問題;
3)該加工平臺把現代CAD/CAM先進制造技術引入到傳統的電解加工中,縮短了整體構件電解加工的周期,提高了電解加工的效率與工藝試驗的成功率,有助于數控電解加工工藝進一步推廣應用.
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF