世界獨(dú)一無(wú)二的高速銑削HSM模塊-完全集成于SolidWorks中
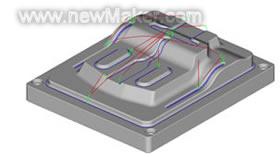
SolidCAM 高速銑削(HSM)是一個(gè)非常強(qiáng)大的高速加工模塊,經(jīng)過(guò)市場(chǎng)驗(yàn)證其對(duì)于模具、工具、沖壓模具和復(fù)雜3D零件高速加工非常有效,HSM 提供了獨(dú)一無(wú)二的進(jìn)給和快速走刀的高速軌跡。
SolidCAM高速銑削模塊能夠光順切削和退刀路徑,維持光順連續(xù)的刀具運(yùn)動(dòng)軌跡以滿足高速加工中維持高速進(jìn)給和避免停頓的需求。
在SolidCAM HSM模塊中以最小的Z高度退刀,連刀也可以產(chǎn)生傾斜角度、圓弧光順和盡可能的低退刀——這樣有效減少了空切和加工時(shí)間。

高速銑削能夠產(chǎn)生高效、光滑、防止干涉的刀路軌跡,提高了曲面加工質(zhì)量、減少刀具載荷、 延長(zhǎng)刀具和機(jī)床壽命。
如今對(duì)縮短產(chǎn)品生產(chǎn)周期、降低成本和提高質(zhì)量的要求下,高速銑削成為加工車間必不可少的需求。
對(duì)所有高速切削能力有較高要求的用戶來(lái)說(shuō),SolidCAM HSM模塊是都是一個(gè)非常強(qiáng)大的解決方案!
SolidCAM HSM 模塊在多方面是對(duì)CAM技術(shù)的提升,使真正的高速銑削加工成為可能,高速銑削包括避免刀具路徑尖角,使用具盡可能的與零件保持接觸,優(yōu)化空切運(yùn)動(dòng)減少空切產(chǎn)生光順的進(jìn)退刀。
任何3D高速銑削都能夠控制曲面的曲率角度或者加工的邊界范圍,SolidCAM HSM模塊提供了獨(dú)一無(wú)二的邊界創(chuàng)建工具,包括最大輪廓線,刀具切除區(qū)域邊界,平緩區(qū)域邊界,殘料切削理論邊界,殘料邊界和用戶自定義邊界。
對(duì)所有高速切削能力有較高要求的用戶來(lái)說(shuō),SolidCAM HSM模塊是都是一個(gè)非常強(qiáng)大的解決方案,他能夠提高CNC機(jī)床的生產(chǎn)效率,減少空切、圓滑連接刀路并產(chǎn)生連續(xù)的刀具運(yùn)動(dòng)。
HSM 粗加工策略
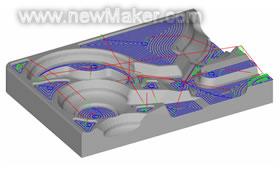
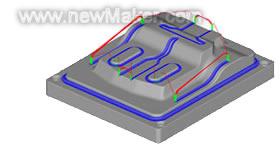
輪廓粗加工
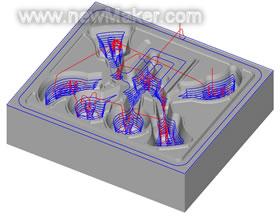
輪廓粗加工是高效地去除大量毛坯的有效加工策略。根據(jù)指定的Z值深度自動(dòng)產(chǎn)生一系列的路徑偏移,并自動(dòng)計(jì)算和最大限度地去除坯料。切削深度可以自動(dòng)變化保障在平緩的區(qū)域加工到位,螺旋下刀和輪廓傾斜下刀都被用來(lái)作為進(jìn)刀模式,無(wú)論在不同的刀路之間還是快速連刀都可以自動(dòng)產(chǎn)生光滑的圓弧,有效的避免刀具停頓、提高刀具進(jìn)給速度、延長(zhǎng)了刀具壽命。
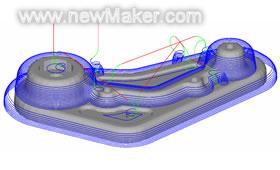
型芯粗加工
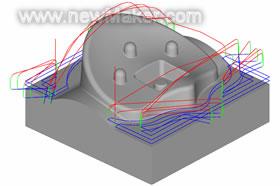
型芯粗加工是從外部加工型芯的優(yōu)化加工策略,與在零件的內(nèi)部產(chǎn)生特定寬度的切削不同,所有的刀具路徑起始點(diǎn)都是從外部開(kāi)始,通過(guò)給定的切削深度工作在外部輪廓和型芯之間。如果一個(gè)零件既有型芯又有型腔則,SolidCAM會(huì)自動(dòng)在一個(gè)程序中轉(zhuǎn)換型芯粗加工和型腔粗加工,刀具始終接觸毛坯能夠最大限度的減少刀具磨損。
殘料粗加工
殘料粗加工是較大的刀具加工后通過(guò)一個(gè)較小的刀具進(jìn)行加工的加工策略,在之前的操作中,有一些刀具沒(méi)有加工到位的地方,SolidCAM 高速銑削模塊能夠更新毛坯模型并避免空切,對(duì)于大零件您可以通過(guò)多次減小刀具尺寸進(jìn)行殘料二次開(kāi)粗操作。殘料開(kāi)粗也可以用在鑄造零件上以產(chǎn)生較少的切削路徑行數(shù),得到相應(yīng)的毛坯公差。
HSM 精加工
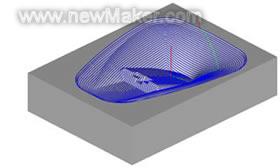
平行加工
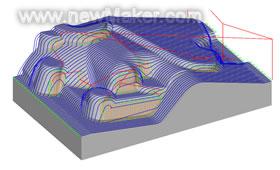
平行加工是一個(gè)應(yīng)用最廣泛的精加工策略,線性的刀路一般用在粗加工之后的半精加工或平緩區(qū)域的精加工,刀具路徑平行于XY 平面并隨曲面Z 值發(fā)生變化,您可以選擇水平區(qū)域的方向以及步距,交叉路徑是和平行路徑成90度用來(lái)加工所有區(qū)域。
水平加工
水平加工策略自動(dòng)檢測(cè)所有的平緩區(qū)域并且在高度方向上做偏移進(jìn)行切削,該加工策略使用和開(kāi)粗類似的光滑刀路的工具。刀路連接也同粗加工一樣,能夠進(jìn)行輪廓傾斜進(jìn)刀螺旋下刀和光順刀路連接軌跡。
如果使用者要求多次加工這些平緩區(qū)域,可以通過(guò)設(shè)置不同的Z值偏移得到結(jié)果。
等高加工
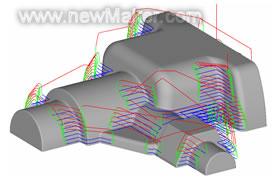
等高加工能夠根據(jù)一系列由曲面形狀形成的曲面輪廓產(chǎn)生不同高度的刀路軌跡,如同對(duì)零件幾何進(jìn)行水平切片一樣,這種加工策略是對(duì)陡峭區(qū)域進(jìn)行半精加工和精加工的最好策略,陡峭的區(qū)域通過(guò)限制等高加工的角度范圍(30°-90°)被加工,其他平緩的區(qū)域可以通過(guò)其他更多的策略進(jìn)行加工。
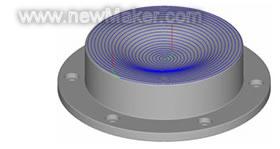
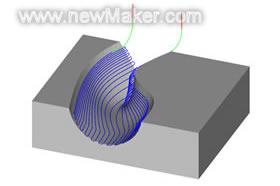
螺旋加工
螺旋加工能夠從給定的目標(biāo)點(diǎn)產(chǎn)生螺旋的刀具路徑,并在給定的范圍內(nèi)始終保持刀具和被加工的工件的接觸。每行刀路之間的步距可以定義,螺旋切削或放射切削的匯集點(diǎn)可以通過(guò)系統(tǒng)定義或用戶自定義。
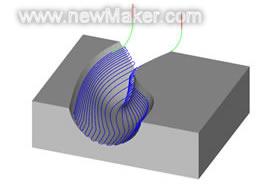
仿型加工
仿型切加工過(guò)兩個(gè)具有方向的輪廓控制刀具路徑。仿型切削是逼近曲面,并通過(guò)定義的兩個(gè)輪廓產(chǎn)生形狀和方向上近似于平行的刀路軌跡。每個(gè)刀路軌跡都是由一個(gè)輪廓形狀向另一個(gè)輪廓自然過(guò)渡產(chǎn)生漸變的形狀。
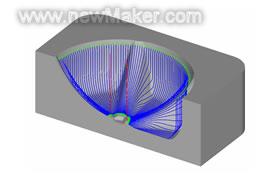
放射加工
放射加工為使用者提供了加工放射零件的能力,加工匯集在中心一點(diǎn),也能夠縮短中心放射路徑,防止中心過(guò)于密集。這種加工策略非常適合與平緩曲率的曲面或圓形曲面,使用的接觸角度為0°—40°。
邊界加工
邊界加工是刀具投影到在曲面之上,并沿著一條或多條邊界進(jìn)行高效雕刻的加工策略。該策略能夠進(jìn)行文本刻字,沿著工模具的流道上的輪廓進(jìn)行倒角,也可以定義負(fù)值加工厚度用來(lái)以恒定的深度在曲面下進(jìn)行加工。
3D 拐角平移加工
3D 拐角平移加工和3D等步距加工策略非常接近,與從外部輪廓到內(nèi)部中心加工方式不同,3D拐角偏移加工在零件的拐角處創(chuàng)建一系列的清角路徑,然后從這些角落開(kāi)始刀路以3D形式維持相等的曲面步距,并向零件的外部邊緣發(fā)展。

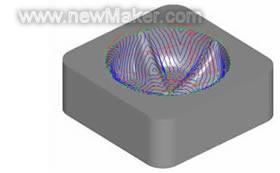
3D等步距
3D等步距精加工是保持一行刀路到另一行刀路空間等步距的加工策略,排出零件拐角部分,通過(guò)在曲面上的零件向內(nèi)偏移,3D等步距在零件曲面上的每行3D刀路距離都相等。該策略能夠應(yīng)用任何輪廓限制或加工整個(gè)區(qū)域。
筆式加工
筆式加工是在內(nèi)部圓角和小的圓弧拐角處創(chuàng)建刀路的加工策略,該策略能夠去除其他方式不能到達(dá)殘余坯料。筆式加工常用來(lái)清理角落或者前次加工剩余的角落,是零件曲面的內(nèi)部圓角和刀具具有相等值的理想加工策略。
平行筆式加工
平行筆式加工是筆式加工的延伸,使用者通過(guò)該策略能夠決定在筆式加工之旁多行刀路的步距和數(shù)量這對(duì)與之前的刀具不能完全清理內(nèi)部角落是非常有效的策略,多行刀路從外部到角落中央產(chǎn)生非常高的曲面精加工。
殘料加工
對(duì)與垂直角落進(jìn)行筆式加工會(huì)阻擋刀具出屑槽出屑,并使刀具大面積的接觸毛坯,對(duì)加工環(huán)境非常不利,殘料加工策略提取這些角落出來(lái)從上到下進(jìn)行加工產(chǎn)生更好的加工環(huán)境,陡峭的角落和平緩的角落在一個(gè)刀路中以不同的方式進(jìn)行加工。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF