引 言
選擇性激光燒結(jié)快速自動(dòng)成型(SLS—Rapid Prototyping)技術(shù)是先進(jìn)制造技術(shù)的重要組成部分,它集成了CAD技術(shù)、數(shù)控技術(shù)、激光技術(shù)和材料技術(shù)等現(xiàn)代技術(shù)成果。與傳統(tǒng)制造方法不同,快速成型制造從零件的CAD模型出發(fā),通過軟件分層和數(shù)控成型系統(tǒng),用激光束或其它方法將材料堆積而形成實(shí)體零件。即將復(fù)雜的三維制造轉(zhuǎn)化成一系列的二維制造的疊加,因而可以在不用模具和傳統(tǒng)刀具的條件下生成幾乎任意形狀的零部件,極大地提高了生產(chǎn)效率和制造柔性。雖然由于成型材料的不同,成型件的強(qiáng)度和精度較低,很難直接作為最終零件或模具使用,但可以作為樣件或模具的母模使用。當(dāng)然直接制造模具的快速成型設(shè)備也有了初步的發(fā)展,本文重點(diǎn)講述的是快速成型制造模具母模的技術(shù)。快速成型制模技術(shù)可以大大降低制模的成本,縮短模具的制造周期,增強(qiáng)產(chǎn)品的市場競爭力。目前該技術(shù)已經(jīng)廣泛應(yīng)用于航空航天、汽車摩托車、科學(xué)研究、醫(yī)療、家電等領(lǐng)域。
1 SLS原理
快速成型技術(shù)根據(jù)成型材料的不同可以分為立體印刷成型(熱固性光敏材料)、選擇性激光燒結(jié)(石蠟、金屬、陶瓷粉末)、熔融沉積造型(石蠟、塑料、低熔點(diǎn)金屬)和分層實(shí)體制造(紙、金屬帶、塑料膜)。本文介紹的是選擇性激光燒結(jié)成型,用于成型加工的機(jī)器是從北京隆源購進(jìn)的AFS320快速成型機(jī)。選擇性激光燒結(jié)成型的原理是首先生成一個(gè)產(chǎn)品的三維CAD模型或曲面模型文件,將其轉(zhuǎn)換成STL格式,再從STL文件“切”出設(shè)定厚度的一系列片層,或者直接從CAD文件切出一系列的片層,這些片層按次序累積起來便是所涉及零件的形狀。如圖1所示,整個(gè)成型過程是在成型活塞筒內(nèi)完成。在成型活塞筒的一側(cè)有一個(gè)供粉活塞筒。成型步驟如下:
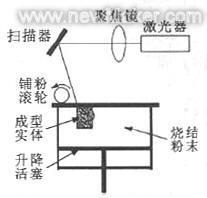
圖1 AFS320快速成型機(jī)原理
首先,供粉活塞上移一定量。鋪粉滾輪將粉末(PSB)均勻地鋪在加工平面上。激光器發(fā)出激光,計(jì)算機(jī)控制激光器的開關(guān)及掃描器的角度,使得激光束以一定的速度和能量密度在加工平面上掃描。激光器的開與關(guān)以及掃描器的角度是與待成型的零件的片層的第一層信息相關(guān)。激光束掃過之處,粉末燒結(jié)成一定厚度的片層,未掃過的地方仍然是松散的粉末,這樣零件的第一層就制造出來了。這時(shí),成型活塞下移一定距離,這個(gè)距離等于待成型零件的切片厚度,而供粉活塞上移一定量(上移的量與模型的切出的片層厚度有關(guān),一般是略大于片層厚度)。鋪粉滾輪再次將粉末鋪平后,激光束依照零件的片層的第二層信息加工。激光掃過之后,所形成的第二個(gè)片層也燒結(jié)在第一層上,如此反復(fù),一個(gè)三維實(shí)體就疊加制造出來了。
2 成型零件數(shù)據(jù)處理
成型零件要經(jīng)過數(shù)據(jù)轉(zhuǎn)換與處理。處理的軟件分別有:三維CAD造型軟件(如PRO/E、SolidWorks、SolidEdge或UG等)、數(shù)據(jù)轉(zhuǎn)換與處理軟件(MAGIC9.0)和監(jiān)控軟件(AFSWin)。造型軟件都是市場上已有的,主要負(fù)責(zé)成型零件的幾何造型,然后將創(chuàng)建的零件模型輸出為STL格式。數(shù)據(jù)轉(zhuǎn)換與處理軟件MAGIC9.0打開STL文件,并進(jìn)行一些數(shù)據(jù)處理與參數(shù)設(shè)置。
2.1 模型修補(bǔ)與縮放處理
因?yàn)楦鞣N三維造型軟件都有自己的數(shù)據(jù)格式,三維造型軟件創(chuàng)建的模型需要進(jìn)行格式轉(zhuǎn)換導(dǎo)出為STL格式,因此有可能會(huì)造成部分?jǐn)?shù)據(jù)的丟失,MAG-IC9.0打開STL格式的模型文件時(shí)要進(jìn)行檢查,如發(fā)現(xiàn)模型中有錯(cuò)誤或存在面的缺損,則需要進(jìn)行錯(cuò)誤修復(fù)與模型修補(bǔ)。因?yàn)榱慵窃诟邷叵聼Y(jié)成型的,成型以后回到常溫下,零件都有一個(gè)收縮,因此,為了抵消這種收縮,一般是根據(jù)材料的不同進(jìn)行模型放大補(bǔ)償,一般沿Z向放大1.005。而根據(jù)成型以后的零件所作的用途還要給CAD模型作另外的縮放處理。例如用石臘作為成型材料做消失模。如果消失模是用來鑄造鋁件,那么要CAD模型整體放大1%,如果消失模是用來鑄造鋼件,那么要給CAD模型整體放大2%。根據(jù)模具鑄造材料的不同選擇不同的縮放比例。
2.2 模型放置與添加零件支撐
為了防止成型過程中零件的翹曲變形,需要給零件添加支撐。AFS(快速成型系統(tǒng))提供了兩種支撐方法,一種是網(wǎng)格支撐,一種是基于切片和零件形狀的支撐。因?yàn)橹沃皇窃诹慵Y(jié)成型的過程中防止零件翹曲變形,零件成型以后,支撐是需要去除的,因此支撐再燒結(jié)溫度要小于零件的燒結(jié)溫度。也就是激光束在掃描經(jīng)過支撐的時(shí)候,激光器的功率要降低,掃描密度要降低,掃描線寬要增大。這樣,支撐的燒結(jié)強(qiáng)度就低,成型以后很容易去除。如圖2所示,成型零件是一個(gè)吸塵器的封蓋,當(dāng)封蓋模型經(jīng)過縮放處理后就可以添加支撐了,涂顏色的部分即是添加的支撐。添加支撐的原則是對那些懸掉點(diǎn)、下棱線、傾斜角度過大的表面三種結(jié)構(gòu)需要加支撐。因此在放置模型時(shí)就應(yīng)該考慮到支撐的放置問題。一般對表面質(zhì)量要求較高的面最好放置為頂面,特別是對于細(xì)小凸起,如圖2所示的箭頭標(biāo)志,更要放置在頂面;同時(shí),如果凸起的尺寸太小,需要對凸起高度進(jìn)行一定比例的放大。對于細(xì)長的懸臂類結(jié)構(gòu)件最好橫放,豎放難以保證懸臂的直線度。為了提高掃描的效率,一般應(yīng)考慮將尺寸較大的邊橫放,減少掃描的層數(shù),縮短加工時(shí)間。
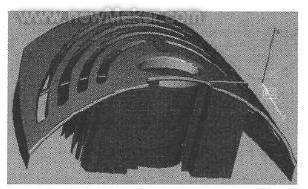
圖2 添加支撐
2.3 切片參數(shù)設(shè)置
模型經(jīng)過修補(bǔ)、放大補(bǔ)償并添加過支撐以后就可以進(jìn)行切片處理了。要設(shè)置切片處理的參數(shù),其中主要需要用戶設(shè)置的是層厚和刀具補(bǔ)償。層厚的設(shè)置主要根據(jù)精度要求。不過一般不能超過0.4mm。這里的刀具指的是激光束,根據(jù)激光束品質(zhì)的不同,在燒結(jié)零件外輪廓時(shí),激光束成型的并不是理論上的一條線,因此需要進(jìn)行刀具補(bǔ)償,蠟件刀具補(bǔ)償為零,塑料件刀具補(bǔ)償為0.15mm,支撐的刀具補(bǔ)償為-2mm。零件和支撐要分別進(jìn)行切片處理,因?yàn)樗鼈兊膾呙鑵?shù)是不一樣的。對于零件來說,一般選擇掃描線寬為0.15mm,即激光束掃描軌跡之間的間隔。支撐一般是0.8mm。掃描線寬太大,不容易燒結(jié)成型,掃描線寬太小,容易導(dǎo)致燒結(jié)區(qū)溫度過高,導(dǎo)致支撐強(qiáng)度大,不容易取出。
2.4 輸出切片文件
將經(jīng)過Magic軟件處理過的成型件的CAD模型導(dǎo)出(零件與支撐分別導(dǎo)出),導(dǎo)出格式為*.cil。然后用專門進(jìn)行切片處理的系統(tǒng)Arps對零件與支撐進(jìn)行切片處理,輸出的是CAD模型每一層的信息。導(dǎo)出格式為*.cil。在作切片處理時(shí)要先設(shè)置處理參數(shù),如圖3所示,掃描參數(shù)有:
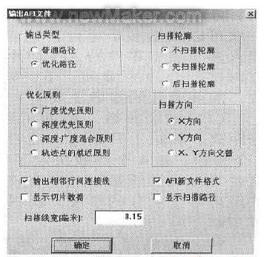
圖3 切片參數(shù)設(shè)置
(1)掃描輪廓參數(shù)設(shè)置包括:1)先掃描輪廓:在輸出的AFI文件中,先進(jìn)性輪廓掃描,再進(jìn)行填充掃描;2)后掃描輪廓:在輸出的AFI文件中,先進(jìn)行填充掃描,再進(jìn)行輪廓掃描。
(2)掃描方向參數(shù)設(shè)置包括:1)X方向,即掃描線平行于X軸;2)X、Y方向交替,即掃描線方向在平行于X坐標(biāo)軸和平行于Y坐標(biāo)軸兩個(gè)方向上交替使用。
(3)優(yōu)化原則參數(shù)設(shè)置:從切片上的掃描區(qū)域的拓?fù)浣Y(jié)構(gòu)來看,整個(gè)掃描區(qū)域是由若干個(gè)平面連通域所組成。在光柵式掃描的過程中,可能會(huì)出現(xiàn)頻繁地從一個(gè)連通域跳到另一個(gè)連通域,實(shí)際上這樣的空跳只需一次就可以了,解決的辦法是將整個(gè)掃描區(qū)域按照連通域的邊界分解成若干個(gè)子掃描區(qū)域,這樣,逐個(gè)掃描子掃描區(qū)域,在一個(gè)子掃描填充掃描結(jié)束后,才跳到下一個(gè)掃描區(qū)域。如圖4所示,整個(gè)掃描區(qū)域分為里面的小正方形區(qū)域和外面的ABCD組成的連通區(qū)域。而在一個(gè)子掃描區(qū)域內(nèi)的掃描路徑優(yōu)化可采取幾種方法:軌跡點(diǎn)的就近原則;廣度優(yōu)先原則;深度優(yōu)先原則;深度廣度混合原則;如圖4所示,外面的連通區(qū)域劃分成更小的A、B、C、D四個(gè)子連通區(qū)域。在一個(gè)子連通區(qū)域掃描結(jié)束時(shí),根據(jù)優(yōu)化原則的不同,跳向的另一個(gè)子連通區(qū)域也有所不同。選擇廣度優(yōu)先原則(X方向)時(shí),掃描順序是A-B-C-D;選擇深度優(yōu)先原則時(shí),掃描順序是A-B-D-C。根據(jù)子掃描區(qū)域的劃分情況可以選擇不同的優(yōu)化原則。
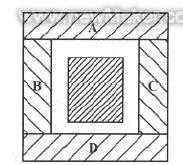
圖4 掃描路徑優(yōu)化
3 成型加工及參數(shù)設(shè)置
經(jīng)過ARPS處理后的切片文件以AFI格式保存下來,快速成型機(jī)配有控制系統(tǒng)AFSwin。AFSwin讀入AFI切片文件。根據(jù)成型零件的尺寸大小,成型缸內(nèi)一次可以成型多個(gè)零件,也就是說AFSwin一次可以讀入多個(gè)成型零件的AFI切片文件,并將它們在成型缸內(nèi)進(jìn)行合理的排列。下一步工作就是進(jìn)行參數(shù)設(shè)置,需要設(shè)置的參數(shù)主要有:
(1)鋪粉參數(shù),即加工參數(shù),它包括成型缸下降距離、料缸上升距離、鋪粉電機(jī)和滾輪電機(jī)的速度4個(gè)參數(shù)。該4個(gè)參數(shù)決定了鋪粉的平整及速度。而這些又對成型質(zhì)量和效率有較大的影響。成型缸下降的距離等于切片的厚度,而料缸上升的距離要略大于成型缸下降的距離。
(2)加熱溫度參數(shù)。成型缸上部裝有加熱器,并由溫控表控制粉末表面溫度,加熱的作用是減小成型過程中的變形、節(jié)省激光能量。加熱溫度的設(shè)定和調(diào)節(jié)是根據(jù)材料的不同而異。對于PSB粉末,其加工時(shí)的粉末表面溫度為98-102攝氏度。為了防止零件變形,一般成型件底部的溫度要高于此值20攝氏度左右,也就是120攝氏度左右。具體辦法是當(dāng)紅外測溫儀測得成型缸表面的粉末溫度達(dá)到120攝氏度時(shí)就可以進(jìn)行燒結(jié)。然后在前25層燒結(jié)成型過程中,要逐漸降低加熱溫度的值,也就是逐漸降低加熱器的功率。目的是使成型缸粉的表面溫度恒定在98-120攝氏度成型所需的溫度范圍內(nèi)。因?yàn)閯傞_始激光器燒結(jié)粉末,在成型缸內(nèi)熱積累較少,因此加熱器需要大功率加熱。經(jīng)過一定層數(shù)的激光燒結(jié)以后,成型缸內(nèi)具備了一定的熱積累,因此加熱器功率減小,這樣可以保證成型件上下成型時(shí)的溫度恒定,有利于防止底部熱變形,提高成型質(zhì)量。成型過程中與加熱溫度相關(guān)的問題有:1)邊角部位翹曲,零件變形:這是由于成型過程中粉末的加熱溫度過低,激光掃過后,材料的內(nèi)應(yīng)力使燒結(jié)區(qū)翹曲變形。2)粉末板結(jié)嚴(yán)重,增加后處理中清粉的難度:這是燒結(jié)過程中,粉末的加熱溫度過高,再加上激光器掃描時(shí)的熱積累,使得未燒結(jié)區(qū)的粉末也因?yàn)闇囟雀叨辰Y(jié)在一起,難于從零件中清除。3)在燒結(jié)過程中觀察不到變形,但取出零件后底部變形:這是由于粉末的加熱溫度過高,當(dāng)然也有可能是激光器的掃描能量過高,造成熱積累。使底部燒結(jié)區(qū)出現(xiàn)增大現(xiàn)象。4)應(yīng)垂直的邊界出現(xiàn)傾斜:這是由于各層的收縮程度不一樣,收縮程度也和加熱溫度直接相關(guān)。適當(dāng)提高粉末的加熱溫度可以解決這個(gè)問題。
(3)掃描速度和激光功率參數(shù)。掃描速度和激光功率對燒結(jié)零件的強(qiáng)度和變形量精度有較大的影響。掃描速度大,則加工速度快,但成型零件的精度、強(qiáng)度會(huì)降低。激光功率的大小影響成型零件的強(qiáng)度和變形,激光功率高,成型零件強(qiáng)度高,但過高會(huì)引起燒結(jié)過程中的變形。一般設(shè)置為10-20W。激光功率包括掃描零件的激光功率和掃描支撐的激光功率。掃描支撐的激光功率一般比掃描零件的激光功率大10W左右。因?yàn)橹蔚膾呙杈€寬很大,激光功率過小不易燒結(jié)成型。成型過程中與加熱溫度相關(guān)的問題有:1)成型零件在后處理過程中薄壁處易損壞:這是由于激光器的掃描功率過低,使得層間的粘接程度降低。2)結(jié)構(gòu)不同處側(cè)壁變形:這是由于燒結(jié)區(qū)域的變化,造成收縮的不一致,這和過高的激光功率以及過低的粉末加熱溫度有關(guān)。3)底部變形等。
(4)掃描參數(shù)。是指激光器的掃描參數(shù),用來設(shè)置掃描器的掃描速度及空跳速度。掃描速度是激光打開情況下掃描頭的運(yùn)動(dòng)速度,空跳速度是激光關(guān)閉情況下掃描頭的運(yùn)動(dòng)速度。同時(shí)還可以為零件內(nèi)部掃描和輪廓掃描設(shè)置不同的掃描速度及空跳速度。
4 總 結(jié)
對于選擇性激光燒結(jié)快速自動(dòng)成型來說,其加工工藝、加工參數(shù)設(shè)置隨著成型機(jī)器類型、成型材料、成型件結(jié)構(gòu)尺寸的不同而不同。本文針對AFS320成型機(jī)在PSB粉末成型時(shí),從加工工藝參數(shù)設(shè)置上提出了提高成型質(zhì)量的方法。但PSB粉末直接成型的零件強(qiáng)度低、韌性差,容易遭破壞,因此還需要經(jīng)過清粉、浸膠(浸入樹脂)、烘干、拋光等后處理工序方能應(yīng)用于產(chǎn)品裝配、干涉檢驗(yàn)、性能測試,從而驗(yàn)證設(shè)計(jì)零件的結(jié)構(gòu)合理性、制造工藝的可行性及外觀的美觀性。成型件配合一臺(tái)注塑機(jī)也可應(yīng)用于制造模板、模樣、型芯等模具制造,大大縮短產(chǎn)品的開發(fā)周期。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF