電火花數控仿銑加工是一種新型的電火花成形加工工藝。這種工藝采用簡單形狀的工具電極,配合工作臺及主軸多坐標數控伺服運動加工零件。具有無宏觀切削力。電極制造簡單,工藝準備周期短。成本低,易于實現柔性化生產等優點,是實現面向產品零件的電火花成形加工技術的有效途徑。
2.5軸數控電火花成形機床的X、Y、Z三個坐標中,可以任意兩個坐標作聯動插補運動,第三個坐標作單獨的周期進給運動,能夠利用簡單形狀的工具電極,仿銑加工平面輪廓曲線和簡單立體曲面。在實際生產中,企業擁有的數控電火花成形機床中2.5軸類型所占的比例較大,但目前這類機床通常仍然采用“拷貝式電火花成形加工”的方法,用于加工平面內腔或簡單曲面類零件,設備性能沒有得到充分發揮。研究利用2.5軸數控電火花成形機床進行仿銑加工,無疑對于挖掘設備潛力,提高企業效益具有很重要的意義。
1 電極設計
采用電火花仿銑加工工藝的優勢之一就是電極的設計與制造極為簡單。加工平面輪廓類零件,通常采用圓柱棒電極,如圖1(a)所示。加工立體曲面類零件,通常采用球頭電極,如圖1(b)所示。電火花仿銑加工是非接觸式加工,無宏觀切削力,因此,對電極的剛度要求不高。對于預加工后余量較小的工件,可直接進行精加工,電極尺寸L、D、R主要根據工件的工藝尺寸確定,在不產生干涉的前提下,應取盡可能小的L值和盡可能大的D(或R)值。
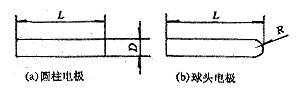
圖1 電火花仿銑加工電極
防止產生干涉應遵循以下原則:
L Hmax+Mmin+Gmax+Bmin
Hmax+Mmin+Gmax+Bmin
R  rmin-Gmax
rmin-Gmax
D Wmin-2Gmax-T
Wmin-2Gmax-T
式中 Mmin—電極最小裝夾長度;
Hmax—工件的最大加工深度;
Gmax—電極與工件的最大放電間隙;
Bmin—排屑空間最小高度;
rmin—加工方向最小曲率半徑;
Wmin—型腔最窄寬度;
T—安全常數(T=2 Gmax)。
2 工件的預加工
目前,電火花加工的加工速度尚遠不能與機械加工的切削速度相比。因此,為了縮短電加工時間,降低電極絕對損耗,有必要對毛坯余量較大的工件在熱處理前進行預加工,以使工件在電加工前具有恰當的加工余量。原則上電加工余量在能夠保證放電加工正常進行的前提下越小越好。一般來說,電火花仿銑加工的單邊余量可取0.1~0.5mm。對于毛坯余量較小或者因形狀復雜預加工有困難的工件,也可直接進行電火花仿銑加工。
3 電極運動軌跡的生成
3.1 仿銑加工平面輪廓零件的電極運動軌跡的生成
對于沒有預加工的平面輪廓零件,電火花仿銑加工的典型過程是沿輪廓邊界留出加工余量,先用平頭圓柱電極用環切或行切法走刀,去除多余的材最后沿輪廓走刀,精加工邊界外形,對于預加工后具有恰當加工余量的工件,則直接沿輪廓走刀進行精加工。最后一次精加工清根時,所用圓柱電極的直徑D應符合零件圖紙的規定。如圖2所示。
(a)零件模型
(b)粗加工電極軌跡

(c)精加工電極軌跡
圖2 平面輪廓零件點火花仿銑加工實力
刀具半徑補償的值應采用下式計算:
H=r+
式中 r—電極半徑;
 —放電間隙。
—放電間隙。
3.2 仿銑加工簡單立體曲面零件的電極運動軌跡的生成
利用2.5軸數控電火花成形機床仿銑加工簡單立體曲面零件,要用分層切削的方法。即用一組垂直于電極旋轉軸的平面與零件面和毛坯體求交,將求出的交線采用平面行腔的加工方式,計算出當前層的電極運動軌跡。粗加工時采用平頭圓柱電極進行刀位計算及加工,精加工時采用球頭圓柱電極進行刀位計算及加工,如圖3 所示。
(a)分層加工 (b)某層精加工刀軌
圖3 球面的分層加工方法
4 關于電極損耗
對于沒有預加工的工件,要先進行粗、中加工,為最后精加工做好恰當的加工余量的準備。粗、中加工階段對電極損耗不作補償。對于預加工后具有恰當加工余量的工件,采用窄脈寬(小于圖2平面輪廓零件電火花仿銑加工實例20
s)、小放電電流(小于10A)直接進行精加工,由于放電能量變小,放電間隙隨之變小,但電火花仿銑加工采用旋轉的工具電極,電極相對工件進行插補運動,排屑條件不會因此而明顯惡劣,能夠保證穩定地加工。現有的工藝實驗表明,精加工階段工具電極的絕對損耗值很小,一般不需進行補償。如果很小的絕對損耗仍然不能滿足加工精度的要求,則在電極損耗發生時,返回進行修正。重新設置Z軸高度并且重新開始仿銑加工。這些操作可在仿銑加工程序中設定,若采用自動交換電極裝置可使操作完全自動化。
5 計算實例
圖2(a)所示為某廠模具零件的電火花仿銑加工實例。要求加工的阿基米德螺線輪廓未進行預加工,需分粗加工和精加工兩道工序,精加工單邊余量 0.2mm。工件材料為Cr12,硬度為HRC50~55,工具電極材料為紫銅,粗、精加工電極直徑均為D=8mm,L=40mm,電極旋轉速度為 400r/min。粗加工電極運動軌跡如圖2(b)所示。精加工電極運動軌跡如圖2(c)所示。在三菱M25C6G15型數控電火花成形機床上加工,加工時間39h,其中粗加工11h精加工28h,NC程序如下q
G92 X Y Z C;
G90;
M88;
M80;
G10 F150;
E9958;
M84;
G00 Z2.0;
G00 X-15.349 Y28.570;(STP)
G00 Z-16.620;
G01 X-10.307 Y24.187;(V)
G01 X-5.265 Y19.804;(W)
G02 X3.799 Y21.780 R21.780;(X)
G02 X27.261Y6.390R25.579;(Y)
G02 X27.261 Y6.390 R25.579;(Y)
G03 X-10.307 Y24.187 R28.0;(V)
G01 X-5.265Y19.804;(W)
G01 X-7.805 Y2.527;(Q)
G03 X-8.077 Y0.0 R11.876;(R)
G03 X0.0 Y-8.077 R8.077;(S)
G03 X4.278 Y-3.799 R4.278;(T)
G03 X4.077 Y-3.397 R0.278;(U)
G02 X-7.805 Y2.527 R10.0;(Q)
G01 X-5.265 Y19.804;(W)
G01 X-12.685 Y29.737;(Z)
H01=實測電極半徑Rt+粗加工單邊放電間隙
+精加工單邊余量
G42 X-12.685 Y29.737 H01;(Z)右刀補
G01 X-1.891 Y10.266;(P)
G01 X0.599 Y5.777;(A)
G03 X1.820 Y5.324 R1.0;(B)
G02 X3.799 Y5.680 R5.680;(C)
G02 X13.278 Y-3.799 R9.479;(D)
G02 X0.0Y-17.077 R13.278;(E)
G02 X-17.077 Y0.0 R17.077;(F)
G02 X-12.566 Y12.961 R20.876;(G)
G03 X-12.694 Y114.337 R1.0;(H)
G01 X-16.546 Y17.686;(I)
G03 X-17.974 Y17.559 R1.0;(J)
G03 X-24.177 Y0.0 R27.976;(K)
G03 X0.0 Y-24.177 R24.177;(L)
G03 X20.378 Y-3.799 R20.378;(M)
G03 X3.799 Y12.780 R16.579;(N)
G03 X-1.426 Y11.663 R12.780;(O)
G03 X-1.891 Y10.266 R24.177;(P)
G41 X-1.891 Y10.266 H01;(P)左刀補
G01 X-12.685 Y29.737;(Z)
E9960;
H02=實測電極半徑Rt+精加工單邊放電間隙
G42 X-12.685 Y29.737 H01;(Z)右刀補
G01 X-1.891 Y10.266;(P)
G01 X0.599Y5.777;(A)
G03 X1.820 Y5.324 R1.0;(B)
G02 X3.799 Y5.680 R5.680;(C)
G02 X13.278Y-3.799 R9.479;(D)
G02 X0.0Y-17.077 R13.278;(E)
G02 X-17.077 Y0.0 R17.077;(F)
G02 X-12.566 Y12.961 R20.876;(G)
G03 X-12.694 Y114.337 R1.0;(H)
G01 X-16.546 Y17.686;(I)
G03 X-17.974 Y17.559 R1.0;(J)
G03 X-24.177 Y0.0 R27.976;(K)
G03 X0.0 Y-24.177 R24.177;(L)
G03 X20.378 Y-3.799 R20.378;(M)
G03 X3.799 Y12.780 R16.579;(N)
G03 X-1.426 Y11.663 R12.780;(O)
G03 X-1.891 Y10.266 R24.177;(P)
G41 X-1.891 Y10.266 H01;(P) 左刀補
G01 X-12.685 Y29.737;(Z)
M85;
M81;
M89;
M02;
%
圖3(a)所示為一半球面零件模型。工件材料為45鋼,機械預加工后單邊余量0.2mm,工具電極材料為紫銅,電極球頭半徑R=8mm,L=50mm, 電極旋轉速度為400r/min。分層加工,某一層的電極運動軌跡如圖3(b)所示。在三菱M25C6G15型數控電火花成形機床上加工,加工時間 6h,NC程序如下。
G92 X Y Z C;
G90;
M88;
M80;
G10 F150;
E9960;
M84;
G01 Z-0.185;
G01 X1.378;
G01 Z-0.245;
G03 X-1.378 Y0.0R-1.378;
G03 X1.378 Y0.0R-1.378;
G01 X2.746;
G01 Z-0.425;
G03 X-2.746 Y0.0R-2.746;
G03 X2.746 Y0.0R-2.746;
G01 X4.093;
G01 Z-0.724;
G03 X-4.093 Y0.0R-4.093;
G03 X4.093Y0.0R-4.093;
G01 X5.409;
G01 Z-1.139;
G03 X-5.409 Y0.0R-5.409;
G03 X5.409 Y0.0R-5.409;
G01 X6.684;
G01 Z-1.667;
G03 X-6.684 Y0.0R-6.684;
G03 X6.684 Y0.0R-6.684;
G01 X7.908;
G01 Z-2.304;
G03 X-7.908 Y0.0R-7.908;
G03 X7.908 Y0.0R-7.908;
G01 X9.071;
G01 Z-3.045;
G03 X-9.071 Y0.0 R-9.071;
G03 X9.071Y0.0R-9.071;
G01 X10.166;
G01 Z-3.885;
G03 X-10.166 Y0.0 R-10.166;
G03 X10.166 Y0.0R-10.166;
G01 X11.183;
G01 Z-4.817;
G03 X-11.183 Y0.0 R-11.183;
G03 X11.183Y0.0R-11.183;
G01 X12.115;
G01 Z-5.834;
G03 X-12.115 Y0.0 R-12.115;
G03 X12.115 Y0.0R-12.115;
G01 X12.955;
G01 Z-6.929;
G03 X-12.955 Y0.0 R-12.955;
G03 X12.955 Y0.0R-12.955;
G01 X13.696;
G01 Z-8.093;
G03 X-13.696 Y0.0 R-13.696;
G03 X13.696 Y0.0R-13.696;
G01 X14.333;
G01 Z-9.316;
G03 X-14.333 Y0.0 R-14.333;
G03 X14.333 Y0.0R-14.333;
G01 X14.861;
G01 Z-10.591;
G03 X-14.861 Y0.0 R-14.861;
G03 X14.861 Y0.0R-14.861;
G01 X15.276;
G01 Z-11.907;
G03 X-15.276 Y0.0 R-15.276;
G03 X15.276 Y0.0R-15.276;
G01 X15.575;
G01 Z-13.254;
G03 X-15.575 Y0.0 R-15.575;
G03 X15.575 Y0.0R-15.575;
G01 X15.755;
G01 Z-14.622;
G03 X-15.755 Y0.0 R-15.755;
G03 X15.755 Y0.0 R-15.755;
G01 X15.815;
G01 Z-16.000;
G03 X-15.815 Y0.0 R-15.815;
G03 X15.815 Y0.0R-15.815;
G01 Z0.0;
G01 X0.0;
M85;
M81;
M89;
M02;
%
加工完成后的工件與電極實物如圖4所示。
圖4 完成加工后的工件與電極實物照片
6 結論
采用2.5軸電火花數控仿銑工藝,加工平面輪廓曲線和簡單立體曲面,具有柔性好,適用面廣,工具電極設計制造簡單、成本低等優點。當被加工對象形狀、尺寸更改或處于小批量、多品種試制及生產時、上述特點就更為突出。一般地說,只要NC程序編制正確,電規準選擇得當,放電間隙控制穩定,便能夠獲得理想的加工精度和表面質量。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF