我們知道,弧面分度凸輪機構中蝸桿凸輪主要用作間歇分度,凸輪每轉一周,帶滾子的從動件轉動一個角度并停歇一段時間。轉動角度的大小隨滾子的數目而不同。停歇時間與轉動時間的比例也可以根據需要而定。弧面分度凸輪機構中蝸桿凸輪主要用作間歇分度,凸輪每轉一周,帶滾子的從動件轉動一個角度并停歇一段時間。轉動角度的大小隨滾子的數目而不同。停歇時間與轉動時間的比例也可以根據需要而定。
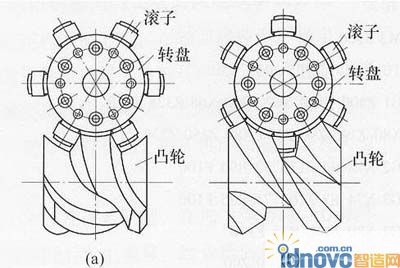
圖1所示為用于兩垂直交錯軸問分度傳動的弧而凸輪饑構。主動凸輪為輪廓呈突脊狀的圓弧回轉體,從動轉盤上裝有幾個沿周向均勻分布的滾子。凸輪旋轉時,其分度段輪廓推動滾子,使轉盤分度轉位;當凸輪轉到其停歇段輪廓時,轉盤上的兩個滾子跨夾征凸輪的圓環面突脊上,使轉盤停止轉動。圖1a所示,定位圓環面位于凸輪中央,適用于高速、輕載和滾子數較少的場合。圖1b所示,定位圓環面位于凸輪兩端,適用于滾子數較多的中、低速和中、重載場合。弧面分度凸輪類似于具有變螺旋角的面蝸桿,轉盤相當于具有滾子齒的蝸輪。所以弧面凸輪也有單頭、多頭和左旋、右旋之分。圖中所示為單頭右旋弧面凸輪。凸輪和轉盤轉動方向間的關系,可用類似蝸桿蝸輪傳動的方法來判定。
1.工藝分析
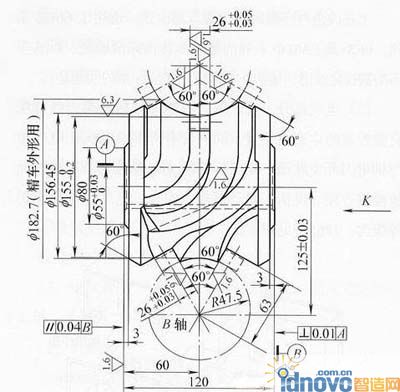
圖 2
弧面分度凸輪類似于具有變螺旋角的弧面蝸桿,轉盤相當于具有滾子齒的蝸輪,這樣凸輪輪廓的形成過程相當于繞凸輪軸線的自身回轉和軸線的轉動兩個運動過程形成,加工中具有一定的難度。如果根據嚙合原理來加工凸輪,只需兩個回轉運動即可完成加工,但需要專用設備。我們在這里討論的是應用加工中心的技術來完成弧面分度凸輪機構的加工。圖2是北京MYCO公司加工中心換刀機構中所用的凸輪(此蝸桿凸輪在我廠臥式加工中心已批量加工,機床型號:ECOCUT 1XZ/TD2,生產廠家:DORRIES SCHARMANN(德國),數控系統:SINUMERIK880)。從圖2分析,轉盤中心與凸輪軸線間距離為125mm,凸輪弧面半徑為R47.5mm,除螺旋槽外,加工件并不復雜。但考慮在加工螺旋槽時,凸輪需繞自身軸線旋轉,且軸線還需要一個擺動,因此,考慮到工件的裝夾和加工過程中與刀具的干涉等因素,工件需要留工藝加長,螺旋槽的加工,裝夾采用一夾、一頂的方式。從圖樣中得知,螺旋槽寬度為φ26+0.05+0.03mm,分兩次加工,粗加工時,選用SECO公司φ25mm的鍵槽銑刀(n=400r/min,νf=30mm/min),精加工時,選用SECO公司φ26H7的鍵槽銑刀(n=550r/min,νf=20mm/min)。采用油冷卻、潤滑。工藝加長圖見圖3。
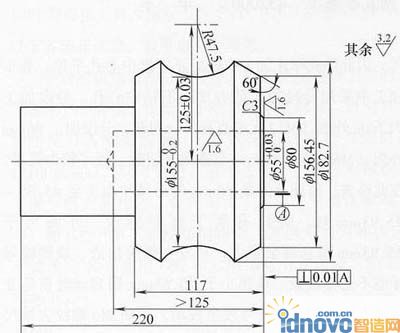
圖 3
2.工藝過程
數控車床加工凸輪外形(留工藝加長)→加工中心銑螺旋槽→數控車床去掉工藝加長→插床加工鍵槽→銑床銑去不完整曲線輪廓→鉗工修磨。
3.數控程序的編制與加工
(1)流程圖如圖4所示。
 圖 4
圖 4
(2)數學模型的建立由工作原理可知:凸輪帶動轉盤繞回轉中心轉動,而回轉中心的位置是不變的。由加工示意圖(見圖5)可看出:M點相當于回轉中心點(且過刀具中心軸線),MN即為凸輪到轉盤的中心距,工件裝夾好后,L是一定的,這樣在任何時刻,由MN0構成的三角形都是不變的,我們可以確定M點的運動軌跡,從而進一步得到刀尖的運動軌跡來達到加工凸輪的目的。凸輪型線的形成過程是工件繞B軸的旋轉和繞A軸的旋轉及沿Y軸和Z軸的移動來形成的,因此,需四軸聯動才能完成此凸輪的加工。
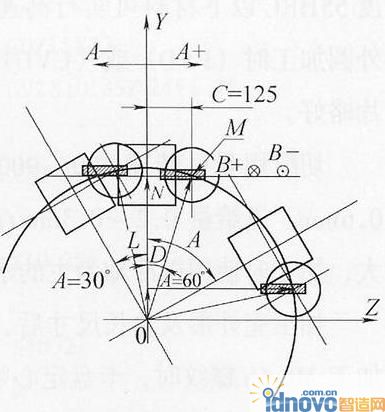
圖 5
根據圖6要求進行分析:
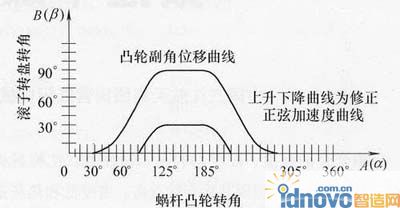
由圖6要求可知,凸輪上升、下降曲線為修正正弦加速度曲線,其方程式為:

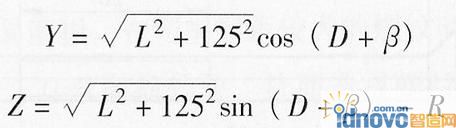
從以上關系式即可確定α與β之間的對應關系。根據β角從加工示意圖中可看出,能夠確定M點的運動軌跡,從而得到刀尖的運動軌跡,即:求出刀尖加工點的Y、Z坐標值。最終完成凸輪的加工。
從加工示意圖中可看出:
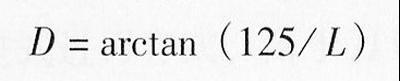
刀尖運動軌跡坐標:
(3)根據分析結果編制BASIC程序BASIC程序清單略。
(4)生成NC代碼從BASIC程序清單可看出生成WJP1111.TXT、WJP2222.TXT、WJP3333.TXT三個文本文件,此三個文件即為加工凸輪的NC程序(NC程序清單內容略)。
(5)將NC程序輸入機床通過機床面板或傳輸設備將NC程序輸入機床。
(6)完成加工
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF