目前大型數控五軸聯動加工中心在科研生產過程中,主要用于進行大型復雜航空零部件與工藝裝備制造加工,因空間結構復雜,外形體積大,常出現零件首件過切,未加工到位,機床與零件或工裝夾具干涉,模鍛件裝夾定位不準確和加工超行程等問題,僅憑借數控編程技術人員個人經驗,工作量龐大且復雜,難以克服。
針對五坐標數控加工機床控制系統不具有數控加工過程的動態模擬仿真功能,筆者結合虛擬制造技術,在計算機輔助制造軟件(VERICUT 5.4)平臺基礎上,開發了數控加工機床仿真系統模塊。該仿真系統可以在NC代碼的驅動下運行,用以觀察數控機床部件運動和零件的加工成形過程中空間運動狀況,驗證加工程序G代碼的正確性,防止實際加工過程中干涉和碰撞等故障發生。
該系統旨在以五坐標數控機床為驗證工作機,研究FIDIA C20控制系統的驅動工作原理,建立數控加工中心仿真工作平臺,進行典型回轉曲輪軸和蒙皮鈑金工藝裝備五軸聯動銑切的加工過程模擬。涉及到仿真工作環境下的大型工藝裝備裝夾定位,確定數控刀具參數庫,模擬數控加工程序的運行 過程等。
一、開發研究過程
1.五坐標數控加工中心加工仿真系統技術研究
比較同類型仿真系統現狀,目前技術能力可以建立幾何仿真系統,模擬計算刀具切削速度、切削量和切削時間等。
(1)軟件系統研究方案制定與基礎工作調試準備。
①方案制定:首先將 VERICUT 與 CATIA 軟件功能模塊測試驗證聯接;然后建立五軸聯動數控加工中心機床結構與運動關系分析;最后生成五軸聯動數控加工中心模擬系統。
②基礎工作調試準備。首先建立 VERICUT 與 CATIA 機床模擬器軟件模塊數據轉換接口,在CATIA V5R15  環境模塊內建立宏編輯器,文本文件如下:
環境模塊內建立宏編輯器,文本文件如下:
{' Entry point for CATIA V5
Sub CatMain() CATIA.SystemService.ExecuteBackgroundProcessus "C:cgtech54windowscommandsCATV.bat"
End Sub)}
運行宏與 VERICUT 數控仿真平臺聯接,其中 表示加工元素數模,
表示加工元素數模, 表示毛坯數模(包括復雜模段件),而
表示毛坯數模(包括復雜模段件),而 表示夾具數模聯接至 VERICUT 數控仿真系統。
表示夾具數模聯接至 VERICUT 數控仿真系統。
(2)建立機床主結構框架模型裝配結構。
機床模型的構建要依據以下幾個步驟:
① 通過測量真實部件的尺寸來獲得相應尺寸;
② 根據尺寸對機床各個部件進行實體造型;
③ 根據所建立的機床部件實體在 NC 機床構建模塊里進行組裝;
④ 進行機床模型運動參數的設置。
以CATIA V5的“NC機器工具構建模塊” 為基礎,進行復雜幾何實體造型,彌補 VERICUT 5.4 系統幾何造型設計功能不足問題,建立機床框架模型裝配主結構。機床框架主結構模型建立說明如圖1 所示。
為基礎,進行復雜幾何實體造型,彌補 VERICUT 5.4 系統幾何造型設計功能不足問題,建立機床框架模型裝配主結構。機床框架主結構模型建立說明如圖1 所示。
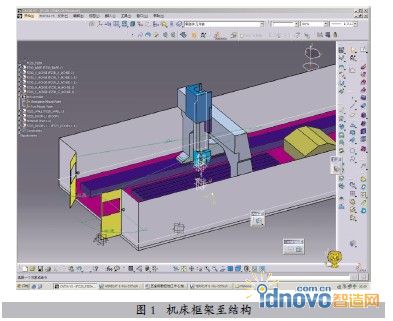
以工作臺上頂面幾何中心為設計基準,建立工作臺(Base)尺寸(6000mm×2500mm×400mm)。帶雙側導軌、X軸部件、Y軸部件、Z軸部件、C軸部件、A軸部件、主軸部件和電主軸存儲箱,所有這些機床機構部件構成機床裝配結構,機床各部件的三維數模文件分別單獨保存。
機床框架模型主結構模型裝配關系為:以上頂面端面軸中心為數學模型基準原點,保證其與A軸旋轉中心距為230mm(機床手冊查取后現場測量驗證)。其中,X 軸部件、Y 軸部件和Z 軸部件為線性運動,C 軸部件為旋轉運動,A 軸部件為±110°擺動,工作臺和主軸存儲箱為固定基準主體。
(3)機床主機構模型文件聯接導入 VERICUT 系統環境。
以機床工作臺(Base)主參考體測量,按(圖2) 結構樹順序采用相對運動約束關系,建立機床原點靜止裝配數據模型,完善后轉化為*.STL文件。數據分別聯接入 仿真控制系統結構樹,形成五軸聯動機構(圖3)。
仿真控制系統結構樹,形成五軸聯動機構(圖3)。
![]()
編制數控控制指令系統文件(fidia20.ctl 文件)與數控機床構造文件(FOREST-LINE.mch文件),模擬FIDIA C20 數控指令系統,翻譯識別檢查FIDIA C20系統(GM)指令,驅動結構樹內X軸部件、Y 軸部件、Z軸部件(線性運動)、C軸部件(旋轉運動)和A軸部件(擺動)同步聯合運動。
(4)機床主機構模型運動關系設置。
機床框架主結構模型運動關系說明:以工作臺和主軸存儲箱為固定基準,其中X軸部件、Y軸部件和Z軸部件為線性運動,C軸部件為旋轉運動±360°,A 軸部件為±110° 擺動,建立運動約束關系。同時按編制的FOREST-LINE五坐標數控機床文件(FOREST-LINE.mch 文件),模擬機床實體機構運動過程,機床的空間運行狀態同步顯示如圖4。
設置機床仿真系統工作行程軟邊界:X 軸、Y 軸、Z 軸、C 軸和 A 軸工作行程的上下邊界如圖 5 所示。
![]()
其中,圖5所示為在執行蒙皮成型工藝裝備五軸聯動劃線時,Z向超過行程,則仿真系統顯示機床 Z 向運動機構為紅色報警。執行蒙皮五軸聯動劃線和鉆孔加工時,工藝實施要考慮到空間位置的 X 軸、Y 軸和 Z 軸,包括 A 軸和 C 軸的角度運動行程狀態,此時仿真系統可顯示機床 X 軸、Y 軸、Z 軸、A 軸和 C 軸中任意運動機構過行程紅色報警提示。
(5)零件模型、模鍛件模型與夾具模型定位仿真加工。
在仿真控制系統結構樹 內填加夾具(Fixture)和毛坯(Stock)聯接樹結構接口,分別定義空間位置并進行位置裝配約束,進行調用拼裝組合夾具定位(圖6) 或模鍛件定位(圖7)加工。
內填加夾具(Fixture)和毛坯(Stock)聯接樹結構接口,分別定義空間位置并進行位置裝配約束,進行調用拼裝組合夾具定位(圖6) 或模鍛件定位(圖7)加工。
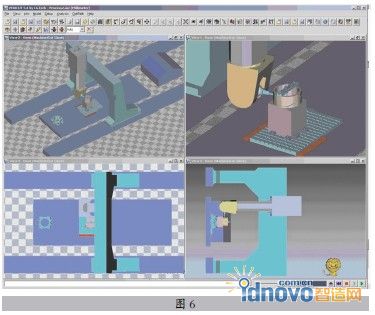
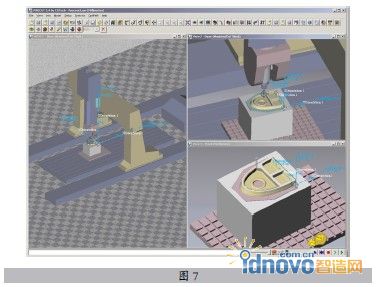
應用說明:夾具(Fixture)聯接結構樹接口可以直接讀取,其中專用工裝夾具可以與公司產品相應工藝裝備文件連接。標準組合夾具可以直接調用拼裝夾具標準件庫,然后在仿真系統內組合裝配應用。
(6)機床附件數學模型定義。
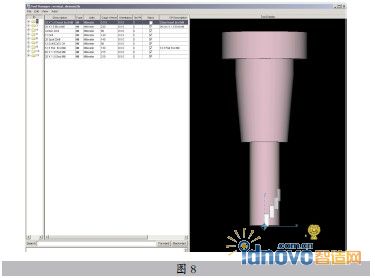
在刀具庫(圖8) 當中建立讀入功能,這樣有利于多人模板化應用,從而經過積累形成刀具參數庫(GYTOOL.tls 文件),仿真系統內存有的刀具參數庫需按實際刀具幾何特征添加。刀具的分類一般按功能定義:銑刀、中心鉆、鉆和鏜刀。
仿真加工中心刀具數據參數庫可以按加工工件材料和刀具幾何結構功能特征分類,采用數據庫優化管理所使用的刀具。
2.五坐標數控仿真系統技術應用研究
(1)五坐標數控加工G代碼程序與數控控制系統連接設置調試。
由于實際數控機床選用的是FIDIA20數控指令系統,因此五軸聯動加工過程中為便于系統空間幾何運算,采用絕對坐標和刀具中心端點為轉心的模式進行后置處理程序G代碼指令的過程模擬,FIDIA20數控指令系統的設置應與機床控制系統選項匹配。
(2)五坐標數控仿真系統應用測試。
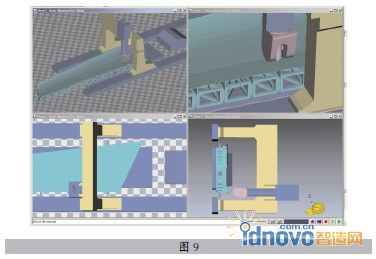
圖9所示為蒙皮零件成型工裝五軸聯動加工投產前,在五坐標數控仿真系統內模擬應用。該零件的工藝裝備最大外形10 500mm×2 535mm×545mm,其中成型面為復雜雙曲面,采用長度方向兩側局部拼接加工。在五軸聯動加工時,邊界為:X-2 227.081,Y 679.116,Z553.417。位置主軸角度為:A -16.333°, C-173.124°,工裝定位未超出機床工作行程。通過仿真系統分析兩次定位模擬加工,顯示零件加工過程的直觀狀態,C 軸部件和 A 軸部件大角度聯動空間狀態可以在不同視角觀測,以驗證工藝過程合理性,避免裝夾定位不準確導致超程重復工作。
模擬調用五軸聯動加工數控程序如下。
N1 G96 G90
N2 G00 X0.0 Y0.0 Z100.0 A0 C0
N3 G40 M08
N4 T0M06
N5 G00 X2947.902 Y1068.768 Z506.928 A9.599 C6.887 S70 M03
N6 G01 X2951.861 Y1078.168 Z508.439 A9.761 C6.881 F1000
N7 X2955.135 Y1087.657 Z510.006 A9.928 C6.875
N8 X2957.726 Y1097.173 Z511.619 A10.098 C6.868
N9 X2959.657 Y1106.654 Z513.269 A10.271 C6.861
N10 X2960.957 Y1116.051 Z514.945 A10.446 C6.854
N11 X2961.652 Y1125.324 Z516.642 A10.621 C6.847
N12 X2961.751 Y1134.44 Z518.351 A10.798 C6.84
N13 X2961.188 Y1145.135 Z520.41 A11.009 C6.832
N14 X2959.884 Y1155.53 Z522.468 A11.218 C6.825
N15 X2957.918 Y1165.602 Z524.517 A11.425 C6.82
N16 X2955.336 Y1175.335 Z526.55 A11.628 C6.815
N17 X2952.165 Y1184.713 Z528.561 A11.828 C6.812
N18 X2948.428 Y1193.717 Z530.543 A12.025
N19 X2944.203 Y1202.356 Z532.493 A12.218
N20 X2939.488 Y1210.611 Z534.404 A12.408 C6.814
N21 X2933.417 Y1219.752 Z536.579 A12.625 C6.818
N22 X2927.727 Y1227.143 Z538.387 A12.806 C6.823
N23 X2921.653 Y1234.148 Z540.145 A12.982 C6.829
N24 X2914.075 Y1241.802 Z542.12 A13.181 C6.837
N25 X2907.149 Y1247.876 Z543.736 A13.345 C6.845
N26 X2899.895 Y1253.546 Z545.286 A13.504 C6.852
N27 X2890.995 Y1259.597 Z546.996 A13.68 C6.861
N28 X2882.992 Y1264.256 Z548.362 A13.821 C6.868
N29 X2874.69 Y1268.464 Z549.64 A13.952 C6.873
N30 X2866.079 Y1272.173 Z550.816 A14.073 C6.878
N31 X2857.17 Y1275.354 Z551.88 A14.182 C6.882
N32 X2847.984 Y1278.009 Z552.827 A14.278 C6.886
N33 X2838.53 Y1280.104 Z553.648 A14.362 C6.888
N34 X2828.82 Y1281.598 Z554.328 A14.431 C6.89
N35 X2818.873 Y1282.453 Z554.854 A14.485
N36 X2808.713 Y1282.648 Z555.22 A14.523
N37 X2798.364 Y1282.143 Z555.411 A14.544
N38 X1954.551 Y1183.258 Z555.976 A14.738 C6.776
N39 X238.175 Y981.947 Z556.221 A15.351 C6.705
N40 M05
N41 M02
二、試驗件加工驗證
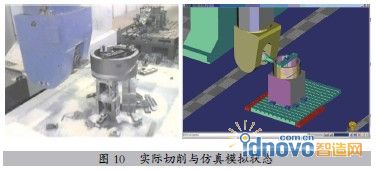
仿真系統可以根據零件加工程序驅動機床運動,計算模擬零件、刀具系統、夾具系統和機床系統的切削工作過程。當程序執行時,仿真系統模擬出所加工零件的即時狀態,準確反映出機構干涉發生位置和相應程序位置。數控程序執行結束后,系統將準確直觀地顯示零件切削結果和毛坯切削殘留狀況,同時計算模擬出零件過切或未切到位量,并生成模擬數值報表。
在圖10所示的實際測試切削應用過程中,拼裝夾具裝 夾結構略有變動,裝夾方式一致,圓柱曲面導向槽五軸聯動加工按輪軸曲線槽數據檢測,符合設計要求。
三、結論
通過上述研究試用的證明,利用該系統可以有效預防首件過切、未加工到位、機床與零件干涉、模鍛件裝夾定位,以及由于加工超行程和毛坯定義不準等因素帶來的加工余量不均勻、空行程,以及打刀等問題,提高加工效率,保證數控編程質量,減少數控技術人員與操作人員的工作量和勞動強度,提高五坐標數控編程制造加工一次成功率,縮短產品設計和加工周期,提高生產效率。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF