本文介紹了錐螺紋數控銑削的PowerMILL相關應用。
螺紋數控銑削加工因其具有加工效率高,刀具成本低,螺紋加工質量優質可靠的特點,以日趨廣泛應用于實際加工中。眾所周知:螺紋銑削要求數控機床具有螺旋插補功能,即允許刀具沿著螺旋線運動,一個螺旋運動是在一個平面內做圓形運動的同時在一個與該平面垂直的直線上運動。錐螺紋銑削加工由于螺紋孔徑尺寸隨螺紋深度尺寸變化而變化,加工點位計算復雜,程序編制困難,數控程序的編制對編程人員的要求高。PowerMILL是英國Delcam Plc公司研制開發的專業數控加工編程軟件,具有功能強大,加工策略豐富的特點,被廣泛應用于航空航天工、汽車、船舶、家用電器、輕工產品及模具制造等行業。本文以美制密封圓錐內螺紋2-11 1/2NPT為例,利用PowerMILL精加工策略,輕松解決了這一難題。
第一步,按美制密封圓錐內螺紋2-11 1/2NPT尺寸建模,無需將螺紋形狀三維造型,僅按螺紋底孔尺寸做一錐孔即可,這樣就為編程造型提供了極大的方便性。如圖1。
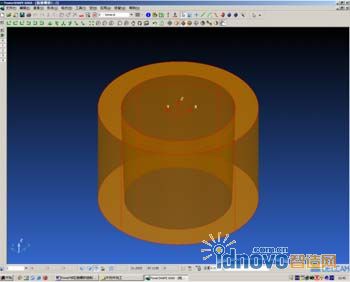
圖1
第二步,選擇PowerMILL最佳等高精加工策略,設置刀具為立銑刀,通過改變刀具直徑的大小來控制螺紋牙深;行距控制螺紋螺距;選擇螺旋與封閉式偏置控制刀具加工路徑連續在錐孔內;采用由上到下加工方式,選擇方向控制螺紋旋向,逆銑為右旋螺紋。最佳等高精加工策略參數如圖2,刀具加工路徑如圖3。
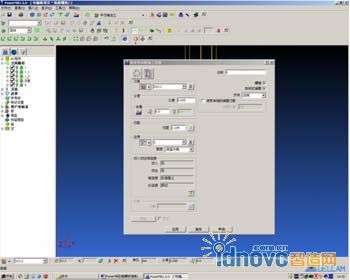
圖2
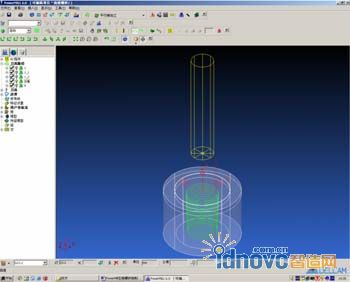
圖3
第三步,利用機床后置,產生NC程序。程序簡略如下:
%PM131
N131
N2 G40
N3 G54N4 G17
N4 G90
N5 G71
N6 M05
N7 T3 M06
N8 S2200 M03
N9 G54
N10 G00 X0.0 Y0.0 F15000 M08
N11 Z50.0
N12 X1.778 Y-17.609
N13 Z5.0
N14 G01 Z1.686 F100
N15 X1.589 Y-17.631 Z1.683 F120
N16 X1.588
N17 X0.788 Y-17.685 Z1.667
N18 X0.787
N19 X0.001 Y-17.703 Z1.651
N20 X0.0
N21 X-0.787 Y-17.685 Z1.635
……
……
N8582 X1.851 Y-16.055 Z-49.116
N8583 X1.85
N8584 X1.631 Y-16.076 Z-49.12
N8584 X0 Y0
N8585 G00 Z100.0 F15000
N8586 M09
N8587 T0 M6
N8589 G00 B0.0 C0.0
N8590 M30
總結
采用以上數控銑錐螺紋方法具有模型造型簡單,數控加工參數調整方便,加工方法簡潔易懂,較好解決了數控銑錐螺紋加工編程的難題。本加工方法同樣適用于其它類型螺紋的加工。
目前,我廠在北三機數控鉆銑床ZH5120C、德馬吉DMG50V數控等銑床上,選用機夾單齒螺紋銑刀,已成功完成美制密封圓錐內螺紋2-1 11/2NPT,1-11 1/2NPT及美制統一螺紋1 1/2-12-UNF,1 3/8-12-UNF加工。螺紋加工質量完全滿足零件圖紙要求。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF