本文介紹一個(gè)加工中心固定孔循環(huán)的應(yīng)用實(shí)例。
如圖c所示,加工方板上13個(gè)直徑不同、深度不同的孔,所用刀具及加工程序如下:
在加工過(guò)程中,由于所用三把刀的長(zhǎng)度不同,故需設(shè)定刀具長(zhǎng)度補(bǔ)償。T11號(hào)刀具長(zhǎng)度補(bǔ)償量設(shè)定為+200.0,則T15號(hào)刀具長(zhǎng)度補(bǔ)償量為+190.0,T31號(hào)刀具長(zhǎng)度補(bǔ)償量為+150.0。
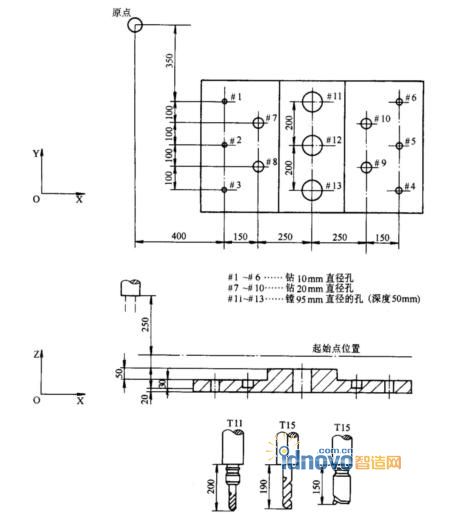
圖c 加工工件及加工刀具簡(jiǎn)圖
加工程序如下:
%
01234
N01 G92 XO YO Z0;(在原點(diǎn)設(shè)定坐標(biāo)系)
N02 G90 GOO Z250.0 T11 M06;(換刀)
N03 G43 Z0 H11;(初始平面,刀具長(zhǎng)度補(bǔ)償)
N04 S30 M03;(主軸正轉(zhuǎn))
N05 G99 G81 X400.0 Y-350.0 Z-153.0 R-97.0 F120;(鉆#1孔,返回到R平面)
N06 Y-550.0;(鉆#2孔,返回到R平面)
N07 G98 Y-750.0;(鉆#3孔,返回到初始平面)
N08 G99 X1200.0;(鉆#4孔,返回到R平面)
N09 Y-150.0;(鉆#5孔,返回到R平面)
N10 G98 Y-350.0;(鉆#6孔,返回到初始平面)
N11 GOO G44 XO YO M05;(回原點(diǎn),主軸停止)
N12 Z250.0 T15 M06;(刀具長(zhǎng)度補(bǔ)償取消,換刀)
N13 G43 Z0 H15;(初始平面,刀具長(zhǎng)度補(bǔ)償)
N14 S20 M03;(主軸正轉(zhuǎn))
N15 G99 G82 X550.0 Y-450.0 Z-130.0 R-97.0 P300 F70;(鉆#7孔,返回到R平面)
N16 G98 Y-650.0;(鉆#8孔,返回到初始平面)
N17 G99 X1050.0;(鉆#9孔,返回到R平面)
N18 G98 Y-450.0;(鉆#10孔,返回到初始平面)
N19 GOO G44 XO YO M05;(原點(diǎn)復(fù)歸,主軸停止)
N20 Z250.0 T15 M06;(刀具長(zhǎng)度補(bǔ)償取消,換刀)
N21 G43 Z0 H31;(起始點(diǎn)位置,刀具長(zhǎng)度補(bǔ)償)
N22 S10 M03;(主軸正轉(zhuǎn))
N23 G85 G99 X800.0 Y-350.0 Z-153.0 R47.0 P50;(鉆#11孔,返回到R平面)
N24 G91 Y-200.0 K2;(鉆#12、#13孔,返回到R平面)
N25 G28 XO YO M05;(回原點(diǎn),主軸停止)
N26 G44 Z0;(刀具長(zhǎng)度補(bǔ)償取消)
N27 M30;(程序結(jié)束)
%
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF