本文探討了對華中I型數控系統NC單元操作的相關使用相關內容。
一、程序編輯及管理
華中Ⅰ 型數控系統是一個具有實時多任務特征的控制系統,系統在各工作方式下都能進行零件程序的編輯。
程序編輯及管理包括對加工程序的編輯、拷貝、刪除、改名等操作。在系統主菜單基本功能狀態(圖3-6)下按F2“程序編輯”進入程序編輯及管理功能。命令行與菜單鍵顯示如圖3-9所示。如果在編輯區己經有程序在編輯,則在正交窗口顯示正在編輯的程序,并允許用戶編輯。
此時要退出該功能,按F10“返回”。
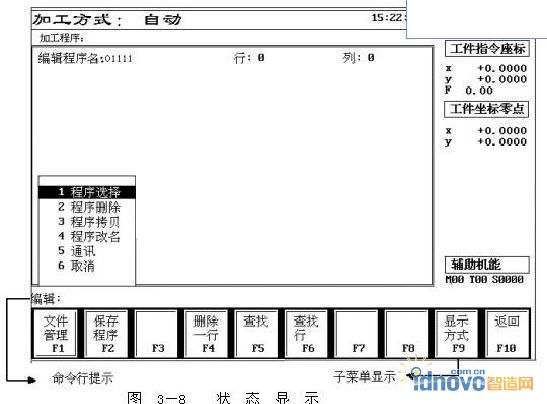
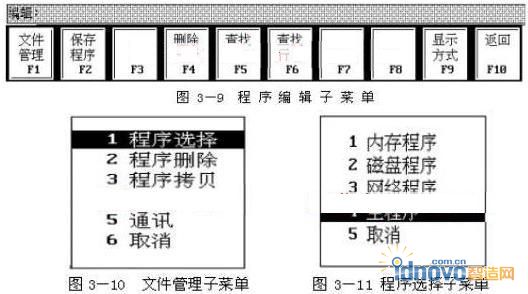
Fl“文件管理”用于將程序調入編輯區,以及進行程序拷貝、程序刪除、程序改名、通訊等操作。按下F1,彈出菜單,如圖3-10所示。用光標鍵上下移動紅色亮條以選擇所需的功能,然后按CR確認。
程序選擇:選擇磁盤或內存中程序;
程序刪除: 刪除磁盤或內存中程序;
程序拷貝: 拷貝程序;
程序改名: 將磁盤或內存中程序改名;
通 訊: 與計算機更通訊;
取 消: 取消操作,返回程序編輯子菜單。可按“ESC”鍵直接執行“取消”操作;
1. 程序編輯與保存
如果在編輯區沒有程序在編輯,按下列步驟調入程序到編輯區。
1)在圖3-9所示狀態下按F1。
彈出 圖3-10菜單,選擇“程序選擇”,按 CR,系統將提示由用戶選擇內存調入,還是從磁盤調入等,如 圖3-11所示。用光標鍵上下移動紅色亮條以選擇所需程序類型,按CR確認。
其中當前運行程序是當前正在加工區的程序;內存程序是指內存中的程序;磁盤程序是指3英寸軟盤中的程序;網絡程序是通過網絡調入的程序。
2) 選擇具體程序。
選擇內存程序、磁盤程序、網絡程序后,系統自動將所有程序,目錄都以菜單的形式列出,如圖3-11所示。用戶用光標選擇,C R確認。對于新程序,系統創建一個臨時文件由用戶編輯。程序調入之后,可以用下列各鍵對程序進行全屏幕的編輯及修改:
→:向右移動光標一個字符。
←:向左移動光標一個字符。
↑:向上移動光標一行。
↓:向下移動光標一行。
HOME:將光標移到本行的行首。
END:將光標移到本行的行尾。
PGUP:將光標上移一頁。
PGDN:將光標下移一頁。
DEL :將光標所在位置的字符刪除。
BACKSPACE :將光標所在位置的前一字符刪除。
CR:在光標所在位置插入一個換行。
數字、字母:在光標所在位置插入一個數字、字母。
F2:保存程序。如果當前有程序正在編輯,此鍵有效。在圖3-9所示狀態下按F2,系統提示如圖3-11所示的程序路徑,由用戶鍵入程序名,將當前正在編輯的程序保存。
F4:刪除一行。如果當前有程序正在編輯,此鍵有效。在圖3-9所示狀態下按F4,將當前光標所在行刪除。
F5:查找字符串。如果當前有程序正在編輯,此鍵有效。 在圖3-9所示狀態下按F5時,在命令行提示“查找字符串:”。 輸入要查找的字符串,按 CR,開始從當前光標所在行向下查找。查找到,則將光標移到找到的行,未找到,則提示用戶。
在未選中任何程序時,F2、F4、F5菜單項為黑字顯示,表示無效。
2.程序拷貝
1)在圖3-9所示狀態下按Fl。
彈出圖3-10菜單,選擇“程序拷貝”,按 CR,系統將提示被拷貝文件的路徑,如圖3-12所示。用戶用光標選擇,CR確認。
2)選擇被拷貝的程序。
系統自動將內存或磁盤上的所有程序目錄都以菜單的形式列出來,用戶用光標選擇,CR確認。
3)鍵入要拷貝的程序名。
系統自動提示圖3-13所示的程序路徑,用戶用光標選擇,CR確認。再由用戶直接在命令行提示處鍵入程序名,用CR確認。
3.程序改名
1)在圖3-9所示狀態下按F1 。
彈出圖3-10菜單,選擇“程序改名”,按 CR,系統將提示被改名程序的路徑如圖3-13所示。用光標選擇,CR確認。
2)選擇被改名程序的程序名。
系統自動將內存或磁盤上的所有程序目錄都以菜單的形式列出來,用戶用光標選擇,按CR確認。正在加工的程序不能改名。
3)選擇改名后的程序名。
系統自動提示圖3-13所示的程序路徑,用戶用光標選擇,CR確認。再由用戶直接在命令行提示處鍵入程序名。
4.程序刪除
1)在圖3-9所示狀態下按Fl。
彈出圖3-10菜單,選擇“程序刪除”,按CR ,系統將提示要刪除程序的路徑,如圖3-13所示。用光標選擇,CR確認。
2)選擇程序。
系統自動將內存 、 磁盤或網絡上的所有程序目錄都以菜單的形式列出來,用戶用光標選擇,CR確認。正在加工的程序不能刪除。
二、程序自動運行
在系統主菜單基本功能狀態(圖3-6)下,按F1“自動加工”進入程序自動運行功能。命令行與菜單鍵顯示如圖3-14所示。
1.選擇運行程序
1)在圖3-14所示狀態下按F1“程序選擇”,程序系統將自動彈出菜單讓用戶選擇程序路徑(從內存或磁盤上讀入加工程序)。用↑、↓ 移動亮條選擇, 按CR確認。如圖3-15所示。其中,當前編輯程序是指當前正在編輯的程序。
2)系統彈出程序的目錄,讓用戶選擇。如圖3-16所示,用↑、↓移動亮條選擇。彈出目錄說明:紅色一正在運行的程序;藍色一正在編輯而未存盤的程序;綠色一正在編輯并已經存盤的程序。
3)選中后按CR,即可將程序調入加工區。此時屏幕上將顯示要加工的程序。
2.啟動自動程序
按照選定到加工區的程序運行自動加工。
1)方式選擇開關(圖3-4)置于“自動”加工位置(AUTO)。
2)按下“循環啟動”按扭,自動加工開始。
3. 程序仿真校驗
程序仿真校驗可對調入加工區的程序進行校驗,并提示可能的錯誤。在新程序自動運行前一定要先進行仿真校驗,校對無誤后再啟動自動加工。
1)選擇要校驗的程序;
2)在圖3-14所示狀態下按F3,此時主畫面中的加工方式功能顯示改為“校驗”;
3)啟動自動程序。
此時會有一黃色亮條跟蹤被校驗的程序段,亮條將不斷下移以指示校驗過程。若程序正確,程序顯示又回到頭,且圖3-15主畫面中的“加工方式”功能顯示改回為“自動”;若程序錯誤,亮條停在錯誤行,且主畫面中有“出錯”閃動。此時可進入到“故障顯示”功能中查看出錯信息提示。
4.自動運行的停止
自動運行的停止有以下幾種情況:
程序停止(M00) : 當程序執行到有M00代碼的程序段時,自動運行停止,所有的模態信息保留。按“循環啟動” 鍵,程序繼續執行;
選擇停止(M0l) :功能類似與M00,只是當“選擇停止” 鍵按下時才有效;
程序結束(M02) :M02是加工程序的結束標志,當系統執行該程序段時,自動運行停止。如按“循環啟動” 鍵,程序將從頭開始重復執行;進給保持。
在自動運行過程中,若要人為退出自動運行或清除屏幕上的報警信息時,可強行停止自動運行。在圖3-14或圖3-17所示狀態下,按F7,屏幕上提示確認信息“是否退出自動運行Y/N ?”,按“Y”鍵表明取消運行,其他任意鍵不取消運行。
5.加工斷點保存
在自動運行或圖3-14所示狀態下,按F5時保存斷點。彈出要保存的文件名。若輸入新文件,則直接輸入文件名。文件名必須為BUXX 。
6.恢復斷點加工
在自動運行或圖3-14所示狀態下,按F6恢復斷點。彈出要恢復的文件名。
7.重新對刀
在自動運行或圖3-14所示狀態下,按F4重新對刀。
8.運行程序顯示
運行時若選擇正文顯示方式,會有一黃色亮條跟蹤正在加工的程序段,亮條將不斷下移以指示加工過程。
在圖3-14所示狀態下,按F2“運行狀態” ,將顯示目前正在運行程序的狀態,包括用戶宏程序等,并可進行用戶宏變量設置:
1)在圖3-14所示狀態下,按F2,系統彈出變量類型選擇菜單,如圖3-18所示,用↑、↓移動亮條選擇。按ESC退出。
2)變量類型選擇菜單
3)按CR確認,正文窗口將顯示相應類型變量值,如圖3-19所示。
4)此時若想修改變量值,可用↑、↓移動光標選擇要修改的變量,按CR,在命令行輸入要修改的值后再按CR。修改后的值將顯示在正文窗口的相應位置。
9.圖形跟蹤顯示
運行時若選擇圖形顯示方式,則會實時顯示加工的圖形。在任何狀態下,按F9彈出窗口,設置圖形顯示的參數,并且選擇顯示模式為圖形顯示方式,在正文窗口將顯示當前的加工軌跡。
顯示方式及參數的設置方法:
1)在任何畫面下按下 F9,彈出菜單,如圖3-20所示。
2)選擇“顯示模式”,按 CR,選擇所需的顯示模式。
3)選擇“顯示值”,按 CR,選擇所需的顯示值類型。
4)選擇“坐標系”,按 CR,選擇顯示值所在的坐標系。
5)選擇“圖形顯示參數”,按 CR,命令行將提示輸入所需的圖形顯示參數。
6)選擇“相對零點設置”,按CR,命 令行將提示“是否設置當前點為相對零(Y/N)?”,輸入“Y”,按 CR,表示同意,輸入“N”,按 CR表示取消。按“ESC”鍵可執行取消操作。
三、MDI手動方式
在MDI功能中,可以從CRT/MDI面板輸入一個指令段,并執行這一指令段。在系統主菜單基本功能(圖3-6)狀態下按F4進入MDI功能。命令行與菜單鍵顯示如圖3-21所示。
1.刀庫數據MDI輸入
在MDI功能子菜單(圖3-21)狀態下按Fl [刀庫表]進行刀庫設置。按ESC退出。操作步驟如下:
1)按F1,此時正文窗口將出現刀庫信息,可用↑、↓、←、→、PGUP、PGDN選擇,按圖3-22所示,進行刀庫數據MDI輸入。
2)按CR鍵確認,此時命令行將出現所選刀庫信息,并可編輯修改。
3)修改完畢,按CR鍵確認。若輸入正確,正文窗口相應位置將顯示修改過的值;否則,機器鳴叫一聲,原值不變。
2.刀具數據MDI輸入
在MDI功能子菜單(圖3-21)所示狀態下,按F2 [刀具表]進行刀具設置。按ESC退出。操作步驟如下:
1)按F2,此時正文窗口將出現刀具數據,可用↑、↓、←、→、PGUP、PGDN選擇,按圖3-23所示,進行刀具數據MDI輸入。
2)按CR鍵確認,此時命令行將出現所選刀具數據,并可編輯修改。
3)修改完畢,按CR鍵確認。若輸入正確,正文窗口相應位置將顯示修改過的值:否則機器鳴叫一聲,原值不變。
3.坐標系數據MDI輸入
在MDI功能子菜單(圖3-21)中按F3 [坐標系]進行坐標系數據MDI輸入設置(G54),按F10退出。操作步驟如下:
1)按F3,正文窗口將出現G54數據, 如圖3-24所示。按PGDW,正文窗口將依次出現G55、G56、G57、G58、G59坐標系以及當前工件坐標系、相對值零點的數據。
2)在命令行輸入所需數據,如:“ Xl00 Yl00”,按 CR。若輸入正確,正文窗口相應位置將顯示修改過的值:否則機器鳴叫一聲,原值不變。
4.MDI運行方式
1)在MDI功能子菜單(圖3-21)所示狀態下按F6 [MDI運行],進入MDI運行方式,如圖3-25所示。
2)在命令行輸入數據“G01”,按 CR,則G01指令被輸入。輸入數據“X9999.999”,按CR,則X的值被輸入。同樣對于Y、Z、A、B、C、U、V、W、I、K、R、M、S、T、F等也用此方法輸入。
在按CR之前,發現數據輸錯,可用BACKSPACE鍵刪除,如果按下 CR鍵后,發現有錯誤,則需要重新輸入正確的數據。
3)按“循環啟動”鍵,則開始MDI運行。如果正在加工區運行,則會提示用戶不能進行MDI運行。
4)在輸入時,按F7[清除],將前面輸入的數據全部清除,可重新輸入。在運行時,按F7[清除],停止運行。
四、參數設置
在系統主菜單基本功能狀態(圖3-6)下,按F3可進入參數設置功能。該級功能菜單相關值在出廠時均已由廠家設置完成,一般不能隨意改變。這里僅簡要介紹其功能菜單的設置情況。
命令行與菜單鍵顯示如圖3-26所示。
1.參數設置(F1)。
可用于設置系統參數、通道參數、坐標軸參數、坐標軸補償值參數、PLC系統參數、PLC用戶參數以及系統硬件配置參數等,并可編輯修改。
2.口令修改(F2)。
在正確輸入權限的前提下,可修改數控廠家、機床廠家以及用戶廠家的權限口令,但不能越級修改口令。
3.權限參數修改(F3)。
在修改系統參數等數值和口令之前,必須先通過該級子菜單輸入正確的口令,才能有權修改其它參數。
4.參數出廠值設置及恢復參數值(F5、F6)。
用于設置及恢復出廠值參數。
5.輸入漢字。
按F7鍵,命令行將出現提示“漢字:”,此時輸入區位碼,則相應漢字輸入到參數修改字符串中。
6.退出參數設置(F10)。
可選擇“保存退出”、“返出”或“取消 ”,返回主菜單。一般情況下,參數修改之后必須關閉電源重新啟動,參數修改有效,否則參數修改無效。
五、PLC狀態顯示
在系統主菜單擴展功能狀態(圖3-6)下,按Fl 進入PLC功能子菜單。PLC功能主要用于將用戶所編PLC語言源文件編譯成T圖顯示文件,并動態顯示、打印T圖,T圖狀態將隨實際狀態動態改變。T圖編譯時,輸入的PLC語言源程序不能出錯,否則無法生成正確的T圖文件。
同時,該功能還可以動態顯示PLC運行狀態類型,如PLC輸入狀態——“機床輸入到PMC”,PLC輸出狀態——“PMC輸出到機床”,CNC→PLC狀態——“CNC輸出到PMC”,PLC→CNC狀態——“PMC輸入到CNC”等。
命令行與菜單鍵顯示如圖3-27所示。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF