1 引言
綠色切削技術(shù)是綠色制造的一個重要組成部分,它是指對生態(tài)大環(huán)境和加工現(xiàn)場小環(huán)境均無毒副作用(或副作用很小),在加工過程中產(chǎn)生的少量“三廢”(廢氣、廢液和廢渣)在鏈條末端可回收或自然降解,達到無公害的環(huán)保要求,對人的健康和環(huán)境沒有危害的切削技術(shù)。綠色切削技術(shù)是機械加工工業(yè)的關鍵技術(shù),它的發(fā)展水平?jīng)Q定著一個國家機械制造業(yè)的面貌。
實施綠色切削技術(shù)的關鍵是切削液的使用問題。切削液在切削加工中起著舉足輕重的作用。在切削過程中,需要使用金屬切削液來降溫、潤滑、沖洗,保護刀具,延長刀具壽命。切削液的大量使用,一方面會產(chǎn)生資源的大量消耗,據(jù)調(diào)查,切削加工中所消耗掉的切削液資源約占零件加工成本的16%,若再考慮切削液的排放、回收等費用,該比例還會增加。另一方面,切削液還會造成較為嚴重的污染,一是切削液使用過程中產(chǎn)生的油霧、水霧、煙霧等直接對車問環(huán)境產(chǎn)生污染;二是排出的切削液流人江河對水資源造成污染。所以,切削液污染是切削加工中影響環(huán)境的主要因素,是實施綠色切削技術(shù)的主要障礙。
合理實施綠色切削技術(shù)是我國實現(xiàn)可持續(xù)發(fā)展的一種有效途徑。針對切削液問題,本文對干式切削、液氮冷卻切削、水蒸汽冷卻切削、氣體射流冷卻切削等國內(nèi)外現(xiàn)有的綠色切削技術(shù)和方法進行了研究,明確了各種切削加工方法的優(yōu)缺點、技術(shù)特點及其適用范圍,以便制造企業(yè)依據(jù)各自的情況更好的選用切削加工方法,達到降低生產(chǎn)成本、減少環(huán)境污染的目的。
2綠色切削加工技術(shù)的框架結(jié)構(gòu)
目前國內(nèi)外出現(xiàn)的綠色切削加工技術(shù)種類繁多,其框架結(jié)構(gòu)如圖1所示。
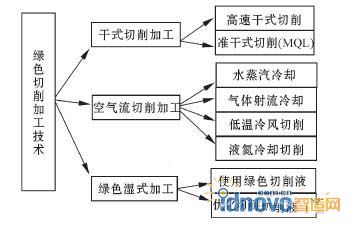
圖1 綠色切削加工技術(shù)框圖
2.1干式切削加工
(1)高速干式切削
高速干式切削是高速切削和干切削兩種技術(shù)的結(jié)合。高速切削是指使用一定幾何定義的切削刃以比常規(guī)切削高5—10倍的切削速度進行加工的切削技術(shù)。而干切削是為保護環(huán)境、降低成本而有意識地不使用切削液,在無冷液條件下進行切削加工的方法。高速切削和干切削都有許多不足,例如,高速切削采用的高壓大流量冷卻方式會增加環(huán)境污染、提高生產(chǎn)成本、降低刀具的耐用度、加大機床腐蝕。干式切削由于缺少切削液的潤滑、冷卻、沖洗和排屑斷屑等功能,導致刀具與工件、切屑之問摩擦加劇,切削力增大,切屑變形加劇,切削熱急劇增加,切削區(qū)溫度顯著升高,刀具耐用度降低,同時工件加工質(zhì)量不易保證。而把兩者合理的結(jié)合起來就可以起到揚長避短的功效。即在無冷卻、潤滑油劑的作用下,采用很高的切削速度進行切削加工。
(2)準干式切削(最小量潤滑切削)
準干式切削是一種介于濕式切削和純干式切削之間的一種切削方式。一般濕式切削時切削液消耗量可能在510L/min以上,而準干式切削時切削液消耗量可能在50mL/h以下。目前最常用的是最小潤滑(Minimal Quantity Lubrication,MQL)技術(shù)。最小潤滑切削是指將壓縮空氣與極微量的潤滑液混合汽化后噴射到加工區(qū)進行有效潤滑的一種切削加工方法。
2.2空氣流切削加工
(1)水蒸汽冷卻切削
水蒸汽冷卻切削是將過熱水蒸汽噴射到切削區(qū)以達到冷卻潤滑的一種切削方法,即用蒸汽代替切削液。它是由前蘇聯(lián)學者Podgorkv V V和Godelviski V A在上世紀90年代提出的。
(2)氣體射流冷卻切削
氣體射流冷卻切削是以一定壓力的射流氣體沖刷加工區(qū)以獲得冷卻效果的切削加工方法。日本學者對這種加工方法所做的研究工作較多。我國華東船舶工業(yè)學院也做了這方面的研究工作,并取得了較好效果。目前國內(nèi)對該技術(shù)的研究還處于起步階段。
(3)低溫冷風切削
低溫冷風切削加工是在切削時使用一I0°C一一100°C的低溫冷風和非常微量的植物油代替冷卻潤滑劑實施切削的方法,它是在MQL切削法的基礎上降低壓縮空氣的溫度進行切削。1996年,日本橫川技術(shù)研究所、工學院大學的橫川和彥教授、橫川宗彥副教授等人對低溫冷風切削加工技術(shù)的研究獲得成功。近幾年來,隨著國外對低溫冷風切削技術(shù)的研究日趨成熟,低溫冷風切削技術(shù)已為機床生產(chǎn)企業(yè)所接受并相繼推出采用該技術(shù)的機床產(chǎn)品。
(4)液氮冷卻切削
利用液氮進行低溫(超低溫)切削加工,就是利用液氮使工件、刀具或切削區(qū)處于低溫冷卻狀態(tài)進行切削加工的方法。它可分為兩種形式應用:一是直接應用,即把液氮象切削液一樣直接噴射到切削區(qū);二是問接應用,在切削加工中用液氮冷卻刀具或工件。美國懷特州立大學S.Y.Hong博士為首的課題組,在解決了液氮從貯存罐到切削區(qū)流動過程中的液氮揮發(fā)問題后,在液氮冷卻超低溫狀態(tài)下,對車削加工方法進行了廣泛的研究,并取得了一定的成果。
2.3綠色濕式加工
(1)研發(fā)、使用綠色切削液
金屬切削液的作用是降低切削時的切削力及刀具與工件之問的摩擦,及時帶走切削區(qū)內(nèi)產(chǎn)生的熱量以降低切削溫度減少刀具磨損,提高刀具使用壽命,從而提高加工效率,保證工件精度和表面質(zhì)量,達到最佳經(jīng)濟效果。
切削液的環(huán)境影響主要表現(xiàn)在以下方面:
由于切削液的存在形式(見圖2)可知,廢切削液如未經(jīng)有效處理直接排放,會造成嚴重的水污染;附于切屑上的切削液會污染土壤。
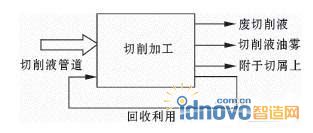
圖2 切削液的存在形式
切削液中的某些添加劑、礦物油、表面活性劑等對人體有害。
由于切削液中含有各種添加劑,在其使用過程中容易使設備產(chǎn)生腐蝕、生銹,油基切削液則易引發(fā)火災等,對安全生產(chǎn)造成威脅。
切削液貫穿于許多機械加工過程中,從目前情況看,在很長一段時問內(nèi),它在制造過程中的作用還不能被其他技術(shù)完全取代。因此,在保證切削液綜合性能的基礎上,人們正在大力推廣應用低毒、低污染的綠色切削液。目前國內(nèi)外專家、學者研制的新型添加劑有酸酷類添加劑、鉬酸鹽系緩蝕劑、新型防腐殺菌劑;另外,使用植物油代替礦物油來提高基礎油的生物降解性能。綜上所述,使用綠色切削液,操作簡單,環(huán)境污染小,無需增加其它裝置,同時大大降低了成本,比較適合小型企業(yè)。
(2)優(yōu)化切削液循環(huán)系統(tǒng)
傳統(tǒng)的切削液供給系統(tǒng)不符合綠色制造理論的基本要求,它主要存在使用成本高、切削液用量不易控制、資源消耗大、環(huán)境污染嚴重、管路清洗難度大等缺點。隨著綠色制造技術(shù)的不斷發(fā)展,人們對切削液循環(huán)系統(tǒng)的要求越來越高,因此在研究開發(fā)先進切削加工技術(shù)的同時,還應重視傳統(tǒng)切削液系統(tǒng)的優(yōu)化改造,研制先進的切削液供給系統(tǒng)。同時,通過改進供液方法、優(yōu)化供液參數(shù)、增加自動控制和檢測裝置、加強使用管理等措施,來延長切削液使用壽命,減少切削液使用量。研究廢液的回收利用和無害化處理技術(shù),減少廢液排放量。
3綠色切削加工技術(shù)的選用
隨著科學技術(shù)的不斷發(fā)展,各種各樣的綠色切削技術(shù)如雨后春筍般涌現(xiàn)出來。它們的出現(xiàn)給企業(yè)帶來了好的效益,與此同時,也給企業(yè)帶來了一些困擾,其中最大的問題是如何選擇合適的切削加工技術(shù)。
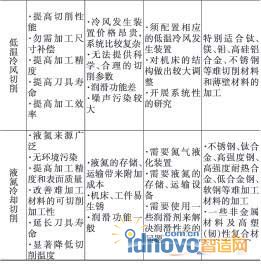
由于每一種技術(shù)都有它的優(yōu)缺點、技術(shù)特點和使用的局限性,只有在了解了這些特性后才能更好的去使用、改進,在切削過程中發(fā)揮更好的作用。為了便于企業(yè)選擇,本文分析總結(jié)了上面所述6種技術(shù)的特性,如表1所示。
表1 各種綠色切削技術(shù)的特性
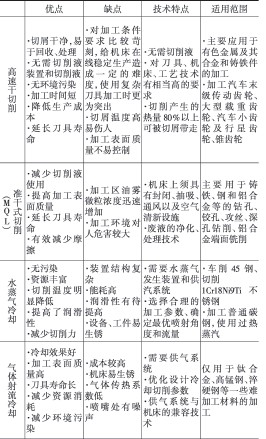
在實際應用中,制造企業(yè)可依據(jù)各自的情況選用適合的切削加工方法,達到降低生產(chǎn)成本、減少環(huán)境污染的目的。
4 應用
例如,某企業(yè)需要加工鋁合金,依據(jù)表1可以選用高速干切削、準干式切削、低溫冷風切削等加工方法,但如果考慮到加工環(huán)境對人的危害問題和加工成本問題,最好選用高速干切削加工方式。它不僅無環(huán)境污染、降低了生產(chǎn)成本,而且解決了積屑瘤問題。由于鋁合金傳熱系數(shù)高、熱膨脹系數(shù)大,切削加工時會吸收大量切削熱,而且鋁的硬度和熔點都比較低,因此在切削過程中,刀具和切屑容易發(fā)生粘連,形成積屑瘤,這是鋁合金切削時需要解決的一個技術(shù)難題。而在高速干切削時,95%一98%的切削熱傳給了切屑,切屑在與刀具前刀面接觸的界面上會被局部熔化,故切屑很容易和工件分離,既減小了切削力,又不易形成積屑瘤。
5 結(jié)語
本文建立了綠色切削加工技術(shù)的框圖,綜述了目前國內(nèi)外先進切削加工技術(shù),對綠色切削技術(shù)領域一些常見的分支技術(shù)作了較系統(tǒng)的介紹和分析,為企業(yè)提供了一個通用、簡單、比較全面的方法庫。但是科技是不斷進步的,切削加工技術(shù)也在不斷的更新,因此,此方法庫還有待完善,提高其全面性。當然要實現(xiàn)真正意義的“綠色切削”必須綜合考慮能耗、系統(tǒng)的復雜程度及綜合成本等各種因素
相關文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF