焊接接頭形式可分為:對接接頭、T形接頭、角接接頭和搭接接頭。
將兩塊鋼板對在一起焊接,稱為對接;一塊鋼板卷成圓筒后對在一起焊接,也屬對接。對接接頭容易焊透,受力情況好,應力分布均勻,聯接強度高,因而焊接接頭質量容易保證。
為了保證焊接質量,必須在焊接接頭處開適當的坡口。坡口的主要作用是保證焊透,此外,坡口的存在還可形成足夠容積的金屬液熔池,以便焊渣浮起,不致造成夾渣。坡口的幾何尺寸必須設計好,以便減少金屬填充量、減少焊接工作量和減少變形。
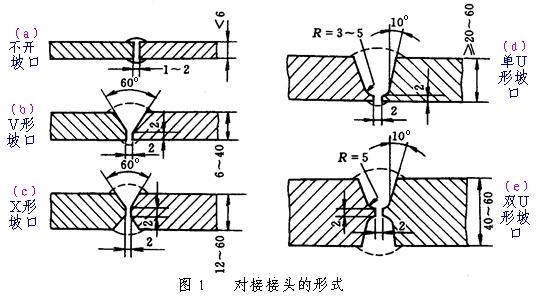
對接接頭形式如圖1所示。對于鋼板厚度在6 mm以下的雙面焊,因其手工焊的溶深可達4 mm,故可以不開坡口,如圖1(a)所示。
對于厚度在6-40 mm 的鋼板,可采用如圖1(b)所示的V形坡口,進行雙面焊。在無法進行雙面焊時,也可采用帶墊板(厚度≥3mm)的單面焊。由于墊板的存在,不易被燒穿。
當板厚為12-60mm時,可采用如圖1(c)示的X形坡口。在板厚相同的情況下,采用X形坡口可減少焊條金屬量二分之一左右,而且焊件的變形及所產生的內應力相應小些,因此它多用于厚度較大并變形要求較小的工件。X形坡口有對稱的;還有不對稱的,即一側深另一側淺。較淺的一側焊接工作量小些。
圖1(d)(e)分別為單U形坡口及雙U形坡口,這類坡口的填敷金屬量均較V形坡口少些,焊件變形也較小,但其坡口加工較困難,故一般只在較重要的焊接結構時采用。
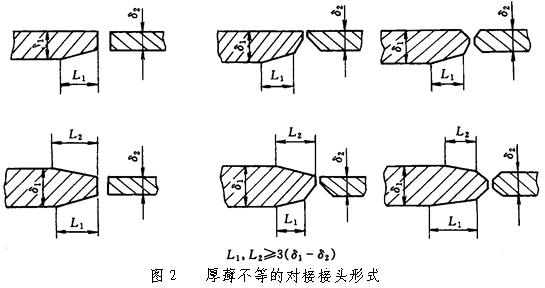
當對接的兩塊鋼板厚度不相等時,為了防止焊接時薄的一邊金屬過熱,而厚的一邊金屬難于熔化的現象,避免焊不透或燒穿;為了減少由于接頭處厚度不等、剛度不一而產生焊接變形與裂紋的可能性,應采用如圖2所示的厚度過渡開坡口的形式。在考慮焊接接頭時采用等厚度焊接是一條很重要的原則。當薄板厚度≤10mm,兩板厚度差≥3mm;或當薄板厚度>10mm而兩板厚度差大于薄板厚度的30%,或超過5mm時,均應按圖2的要求削薄厚度邊緣。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF