Microbor微硼—專業生產立方氮化硼高效刀具的生產商,在俄羅斯立方氮化硼產業的領頭人,也是世界上相關產業的主要企業之一。在從立方氮化硼微粉合成到成品工具加工的每個過程都擁有自己獨立的專利技術。
立方氮化硼的優點是顯而易見的-它的硬度可媲美金剛石,擁有非常好的耐磨性。其特點是在高溫下分散固化,具有獨特的耐熱性和沖擊韌性
采用Microbor微硼的立方氮化硼材料所制造的切割刀具,更廣泛地應用于金屬,石頭,合金,塑料的加工。完美的特性使其在工作中可以承載更大的負荷,這樣以來,它不僅可以滿足精加工的生產需要,還可以通過改善生產狀態對超硬材料進行粗加工。
Microbor微硼立方氮化硼材料適用于表面硬度極高的磨料坯料加工,生鐵制品加工,粉末冶金制品,及石材制品等。
Microbor微硼的立方氮化硼材料在進入任何一個穩定的生產過程當中都不需要做任何改變。當為加工硬質材料選擇新的加工工具時,提高生產效率則成為決定性因素。 這時,使用Microbor微硼立方氮化硼產品無疑是您最正確的選擇。
加工材料的經濟性與節能性這一課題的研究,被優先列入俄羅斯關鍵科學技術的名單。
自2005年開始,Microbor微硼研究中心的絕大部分科技活動經費都是來自于俄聯邦的預算中的。
經俄羅斯和歐洲各大企業的反復試驗的結果,事實證明,由Microbor微硼生產的CNB工具和傳統陶瓷工具及硬合金工具相比,加工效率提高了3.5到24倍。效率的增長主要體現于加工狀態的提高及輔助作業的減少。
為了更好的滿足工業企業的需求,Microbor微硼生產的工具材料分為2大產品系列:
1.Microbor微硼“經典”系列——精加工、成型加工用用具的材料
2.Microbor微硼“重型”系列——針對超硬材料進行超重磨削、粗加工,半精加工的材料
還將繼續開發不同種類的Microbor產品用在航空工業,木材加工,石材加工,碳-玻璃鋼,巖石的鉆探。
現代加工部門的潮流方向發展
由對西歐切割工具市場的評論得知(來源于雜志«Werkzeuge»),最近一段時間形成明顯的趨勢,以高效切割工具(HPC)取代高速切割工具(HSC).
專家意見表明,采用這種工具能夠提高生產效率2-3倍,降低加工零件的支出費用30-40%
高效切割工具必須具有:
高速加工
保證最小數量 的更迭加工元件(走刀)
擁有高穩定性(壽命)
可以加工各種不同成份的材料.
使用冷卻劑來降低廢品的生產率。
高效切割加工與高速切割加工的分別主要在于高效加工考慮到了操作的綜合性,像加工材料的性能,工具的性能,旨在把直接和間接的費用降到最低。
使用高效切割加工技術對總成本的降低可以從制造單個零件的成本中看出來
生產零件中機械消費占所有支出的65%的比重。
機械加工費用包括全部機械耗時量的費用,刀具的費用和冷凍液的費用。#p#分頁標題#e#
這些基本的費用(81%)產生全部機械耗時量的費用(Тмаш),其中包括基本機械耗時量 (Тосн),調整設備(Тпер)及更換工具(Тсмен).
根據山特維克公司的數據:
Тмаш (100%) = Тосн (68%) + Тпер (25%) + Тсмен (7%)
使用高速切削加工技術,在潤滑冷凍液這一項的開支就占了16%
使用這種工具僅占總支出 的3%
使用高效切削的加工技術的對總成本的降低通過下列的幾項高效工具得到實現
1. 高壽命:
降低更換工具的費用(Тсмен)
減少調整設備的支出(Тпер)
2. 應用高速的狀態: 減少加工材料的時間(Тосн)
3. 增加工料(切屑量): 縮短主要機器耗時量(Тосн).
4. 通用性:
降低重新調整機器的費用
縮短工時(取決于同時進行2種或更多工序,比如說——粗加工和半精加工)
5. 采用超硬磨削(缺少冷卻液):
完全消除在冷卻液上的開支
結論:
通過高效切削在經濟上若干倍的優于高速切割。
要滿足高效切割的所有需求,可以通過使用擁有完美物理性質的新材料工具來完成。
Microbor微硼的新型材料
通過認真分析研究市場上的客觀需求和市場趨勢,Microbor微硼為得到新型材料進行了專業的研究、開發、實驗,以滿足新一代工具高效率切割的技術要求。
在當前時間,Microbor微硼——俄羅斯唯一一家獨立設計并生產立方氮化硼材料和工具的公司,在合成立方氮化硼微粉到制造最終成品和制造工具的每一個階段都擁有自己獨立的專利技術。
立方氮化硼屬于超硬材料,硬度僅略低于金剛石。這種材料在自然界中不存在,只能通過人工合成。合成工藝近似于人工金剛石的合成工藝,同樣需要通過高溫、高壓生產。原始物質為六角型氮化硼。
在加工立方氮化硼的各種不同的方法中,Microbor硼公司選用最為科學先進的方法——催化劑法,通過采用催化劑以取得帶有不同屬性的立方氮化硼粉末。
Microbor微硼成功的創建了合成工藝生產琥珀色立方氮化硼粉末壓實體,取得的壓實體保留了所有立方氮化硼微粉的良好性質(耐熱性,抗沖擊性)。
通過使用Microbor微硼的專利技術生產出的Microbor立方氮化硼比傳統的用來制作刀具的立方氮化硼材料擁有更加完美的物理性質。
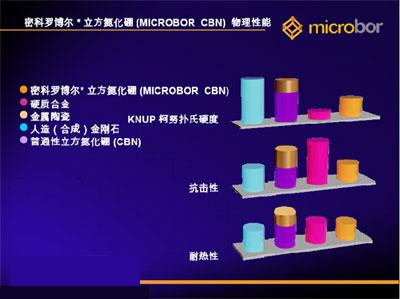
工具材料的性質

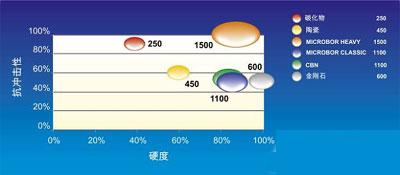
改善性能后材料的效果
Microbor微硼產品系列
為了更好的滿足工業企業的需求,Microbor微硼生產的工具材料分為2大產品系列:
1.Microbor“經典”系列——精加工、成型加工用用具的材料
2.Microbor“重型”系列——超硬材料超重磨削、粗加工,半精加工的材料。
 #p#分頁標題#e#
#p#分頁標題#e#
1.Microbor微硼“經典”系列材料 用于替代類似的立方氮化硼產品用于進行精加工和超精加工。材料質量與之相匹配的樣品Showa Denko(根據在Becker GmbH的測試結果)。
2. Microbor微硼重型系列材料
不存在任何替代的立方氮化硼產品,主要用于替代傳統材料(硬質合金和陶瓷)在很多復雜的加工狀態下(其中有超重的沖擊負荷加工),進行粗加工和半精加工。
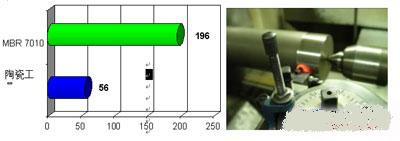
通過在俄羅斯和歐洲大型的工業企業進行的大量實驗得出的結果證明,與傳統的陶瓷和硬質合金工具Microbor立方氮化硼工具相比,Microbor微硼立方氮化硼工具的加工效果針對不同的加工材料提高3.5-24倍。
可以清楚的看到,加工效果的提高是由于改善了加工狀態,簡化了附加操作工序。
Microbor微硼工具推廣的基本方案
Microbor微硼產品
- 技術上的推廣過程(按照目標參數選擇相應工具)
- 建立商業的合作關系
- 建立合作的法律基礎
技術方面的推廣由以下幾部分組成: 從Microbor微硼各種不同的材料中選擇最為合適的刀具,選擇刀桿,刀片形狀,機床加工方式。
選擇工具分為2個步驟:
(а)測試推廣階段:根據所需要達到的生效效率/產品壽命最高標準在我公司自己的技術基地進行技術測試。
(б)產品推廣階段,展示給訂購商所預期的技術參數,并根據當前零售價以及價格制定方案定價。
商業合作—— 根據產品推廣階段達到的技術參數,商議并簽定每一單個工具的最終價格。
法律保障——簽定與訂貨商的合作關系,保證Microbor微硼與合作伙伴的專利技術。
Microbor微硼保證:通過在計劃范圍內提高生產效率并保證每一個工具的市場價值的前提下,降低訂貨商在工具方面指出10-15%。
經典系列工具的“市場價格”制定依據:
根據產品質量的不同,在市場上存在著高價格的立方氮化硼產品 和低價格產品(中國,韓國)。
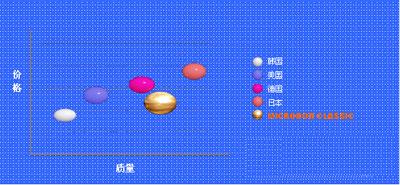
Microbor微硼經典系列產品的銷售情況: 生產效率和工具壽命都不次于世界上各大工具生產商的產品,而價格低15-20%.
Microbor微硼經典系列的推廣方案
產品推廣定位于提高現在已經使用立方氮化硼客戶工具壽命。目標產品壽命參數取決于原先使用立方氮化硼的技術參數。
正確選擇工具的關鍵在于,通過使用我公司產品減少在工具方面的總開支10-15%。
重型系列工具的“市場價格”制定依據:
“重型”系列工具被設計用來取代傳統材料——硬質合金和陶瓷工具。因為無法直接單獨比較Microbor微硼工具和老一代產品的價格,但可以通過比較產品的性價比,也就是說通過比較產品技術性能的提高(加工效率/壽命)和價格的提高的關系。
Microbor微硼立方氮化硼品種
Microbor微硼經典系列#p#分頁標題#e#
Microbor微硼重型系列
Microbor微硼立方氮化硼工具性能的實例說明
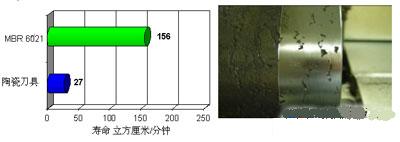
1. «BOEHLERIT»工廠的試驗結果, 2005年12月
工序: 高生產效率的精磨加工淬火鋼 ( 硬度62 HRC )
結論: 通過使用Microbor微硼的刀片進行金屬加工,使生產效率提高了3.5倍.(通過提高切割速度,走刀量和切割深度). Microbor微硼刀片的使用壽命超出5倍.
2. «BOEHLERIT»工廠的實驗結果,2005年11月
工序: 粗磨削加工白硬生鐵,表面特征 鑄皮,氣孔,砂質. ( 硬度58 HRC )
結論: 通過使用Microbor微硼的刀片進行金屬加工,使生產效率提高了5.8倍.(通過提高切割速度,走刀量和切割深度)
3. «УралмашСпецсталь» 工廠的實驗結果, 2005年7月
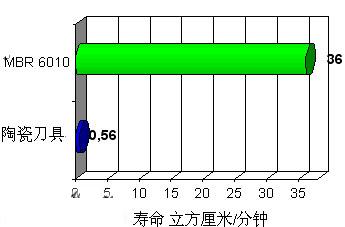
工序: 半精加工磨削淬火鋼 (硬度60-65 HRC).
結論:
通過在工廠«УралмашСпецсталь»使用Microbor微硼的刀片進行金屬加工, 使生產效率提高了24倍.(通過提高切割速度,走刀量和切割深度)
通過加工大大改善了表面的光潔度.
#p#分頁標題#e#除此之外, 使用Microbor微硼刀具進行加工的 一個非常重要的優越性在于刀片損壞的情況下使用坯料沒有劃痕.這種情況在以前使用陶瓷刀片中經常會出現.
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF