整體平衡的決定性意義:高性能切削中切削刀具的選擇
時間:2011-05-25 12:19:14 來源:未知
在高性能切削中,五種能提升切削刀具性能的方法已經顯著改善了切削刀具的經濟性。縮短刀具供貨時間并提高其質量還能使用戶獲得更大的收益。
目前切削刀具除去其自身功能以外而被作為“合理化工具”的應用正不斷提升其經濟性。這得益于不斷進行的多方面的刀具開發,而不是僅僅通過孤立的性能優化來實現。例如,僅通過延長刀具使用壽命——通常采用當今廣泛沿用的膚淺評價標準——來降低加工成本的作用相對有限。
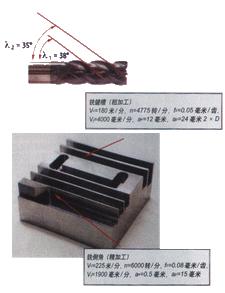
圖1 具有不同螺旋線升角的銑刀較大軸向進給量情況下的低振動銑削:多功能帶柄銑刀"DHC"能進行粗加工和精加工
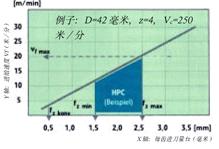
圖2 HPC應用范圍在很多實例中,HPC刀具的實際功率并得到未充分利用,這也是一個值得關注的潛在改進方向。
生產工程中的整體平衡對于切削刀具,尤其與HPC(高性能切削)相匹配的切削刀具,所產生的影響也不能僅僅歸因于切削時間的急劇上升。其實HPC更多的是作為單個措施帶來收益。只有在全面考察所有單個措施之后才能得出刀具的真實性能參數,而下面的每一個措施都能不斷優化其性能:
- 將使用壽命提升1500%;
- 擺脫不穩定比例關系的影響,減小切削過程中的振動;
- 將每齒進給量提高500%;
- 將切削時間提高超過200%;
- 在粗加工中獲得精加工的精度并提升刀具的多功能性。
如何利用大功率切削中的自由增長能量?
這五個性能優化措施的整體平衡能顯著提高各技術優勢帶來的經濟性。用戶可以明顯地感受到縮短供貨時間和提高刀具質量所帶來的收益。
技術飛躍的前提是需要解決下面的所有問題,這些都是由藍幟(LMT,Leitz Metalworking Technology)在其進行全面技術革新項目的開始階段所提出的:
如何降低刀具對加工過程中其他部分(機床、工件和夾具)產生的靜態和動態力學方面的作用,從而降低這些作用力并同時利用大功率切削中潛在的能量?
解決這些問題的有說服力的方案的出發點是切削角“調整螺栓”、切削力分配和切削策略。LMT集團最新的硬質金屬基材和涂層,以及現代化的裝夾技術為通過最高科技水平來實現加工目的提供了必要的框架概念。
具有盡可能大切削前角和切削螺旋角的刀具幾何形狀
下文所述的五種顯著提高HPC性能解決方案中的第一種以新的刀具幾何形狀為基礎,即具有盡可能大的切削前角和切削螺旋角(以不影響切削穩定性為前提)。
LMT集團Kieninger公司開創了一種名為Lahr的全新方法,即采用由球面和螺旋形切削結構組成的硬質金屬刀片WPR-AR(AP Application Roughing)。這種新式刀片與沒有螺旋形切削結構的轉盤刀片WPR-16-CF相比,能帶來性能飛躍:刀具壽命提高了1680%。這個數值是經過使用直徑16mm的帶柄刀具按照以下條件對材料1.2344進行銑削而獲得的:
切削速度Vc=326米/分,轉速n=6500轉/分,每齒進給量fz=0.2毫米,進給速度Vf=2500毫米/分,ap=3毫米,ae=4毫米。
刀具使用壽命因此由20米提高到了337米。
配備兩把可轉位刀片進行切削加工
HPC的第二種解決方案依靠引入低振動切削(LVC, low Vibration Cutting)來實現。這種創新切削策略的原理是分段完成端面切削和使用刀具上兩把位置不同的可轉位刀片來完成圓周切削。這樣的“分段切削方式”能在相對較短的切削長度上產生相對較大的切屑,從而降低振動和切削力,并且能兼顧不穩定情況從而獲得相當穩定的切削過程。
#p#分頁標題#e#下面是切削工具的低振動實例:用一把63毫米直徑的銑刀和六個可轉位刀片加工52號鋼工件,總懸臂長度為280毫米,切削條件如下:Vc=160米/分,n=1000轉/分,fz=0.4毫米,Vf=1900毫米/分,ae=20毫米,ap=3毫米。這種可以節省切削力和提高切削質量的分段切削方法,正如LMT公司所使用的可轉位刀片銑刀——黑色表面帶潤滑的“TwinCut Vario”刀具——取代了一體式的帶柄刀具。在具有潤滑的全硬金屬帶柄銑刀“DHC”(可變螺旋線銑刀,圖1)的實例中,選擇不同的螺旋線節距進行銑削會產生不同截面積的切屑。通過這種方式就可以有效抑制簡諧振動(同步共振),從而提高刀具和整個加工過程的穩定性,最終獲得最小粗糙度的切面。此外,使用高性能刀具還能給制造過程帶來更薄的壁厚,正如在飛機制造中整體結構件所要求的那樣。這種方法對于獲得良好的表面質量、較大的測量和成型精度的經濟性具有重要意義。
通過“擴展”的方式還能使刀具獲得多樣性功能,均適用于粗加工和精加工,并降低換刀費用并縮短生產周期。
下面是使用如圖1的刀具進行粗加工和精加工的實例:
對材料1.2312進行銑削:
- 粗加工:銑鍵槽,ae=12毫米,
- ap=24毫米(2×D);
- 精加工:銑倒角,ae=0.5毫米,
- ap=15毫米;
更大的切削半徑可以降低徑向切削分力
第三種HPC方案是“MultiEdge Feed”系列中的大進給量銑刀。這種刀具按照HFC(大進給量切削)的原理進行工作;與轉盤刀具相比,這種刀具以更高的進給速度、更小的軸向進給量而著稱。這種方法通過采用相對較大的切削半徑從而明顯減小切削迎角和徑向切削分力。
在加工工具鋼時,通過這種方法可以將全硬金屬銑刀“MultiEdge Feed”的每齒進刀量設定為1毫米(刀具直徑12毫米)。同一系列的可轉位刀片銑刀“MultiEdge Feed”甚至可以使刀具的每齒進刀量達到5毫米。這比裝備轉盤銑刀“RCKX”的每齒進刀量提高了500%。
盡管與使用轉盤刀具相比,這種方法只能使軸向進給提高30%到50%,卻能將工作時間提高約200%。所有大進給量的實際應用都與機床及其最大進給速度有關。

圖3 十二級臺階狀分段式刀刃可以很清楚地展示“MultiEdge 4X”可轉位刀片的刀刃幾何形狀特性。
圖4 帶有斷屑器的可轉位刀片,使用斷屑器可以得到不同橫截面積的微小切屑。自激簡諧振動能夠得到減弱,切削力得到減小。
圖5 使用MultiEdge 4X可轉位刀片“XOKX”可以將刀具使用壽命延長30%,將工件表面加工質量提高50%。
圖2展示了這種HPC方案的改進版:銑刀直徑42毫米,齒數4,切削速度250米/分。如果采用20米/分的進給速度,那么就可獲得最高2.5毫米的每齒進給量。盡管超過3.5毫米甚至5毫米的每齒進給量對刀具而言沒什么問題,但是機床方面就不太可能滿足這樣的要求。
實際情況表明,在很多HPC刀具的應用實例中,刀具的性能并未完全得到利用。在配備更大功率機床的前提下,刀具的潛力才能得到充分發揮。
所有采用新一代銑刀的成功實例證明,大進給量技術正在生產運行中創造出很大的價值:成倍提高工作時間可以使機床費用降低超過40%(MultiEdge2 Feed實例)。另外,由于刀具使用壽命縮短,刀具材料費用和換刀費用略微提高。不過,這些后果相對于整體均衡性而言不值一提,而機床壽命和機床成本才更具有決定性意義。
#p#分頁標題#e#十二級臺階狀分段式刀刃
第四種HPC方案是通過整合前文提及的“大進給量切削”、“低振動切削”以及“分選切屑”的原理而來。由此得到了一種名為“MultiEdge 4X”的HPC刀具,它具有極易辨別的刀刃形式:明顯的可轉位刀片,分成十二級臺階狀分段式的刀刃(圖3)。
這種刀刃形式能降低被刀具吸收的功率,方便地提高軸向進給量(圖4),并能延長刀具使用壽命,改善排屑。此外,這種新式銑刀的外形設計可以減少振動,如果配合有寬槽切刃的斷屑器使用,能得到優良的表面質量并能擴展刀具的功能:粗加工階段就可獲得精加工的質量。
與通常使用的轉盤刀具相比,在HPC生產過程中使用MultiEdge 4X系列可轉位刀片“XOKX”可以將功率需求減少10%,將軸向進給量提高20%,將刀具使用壽命延長30%,并將表面質量提高50%。此外,這種可轉位刀片的刀刃形式還具有廣泛的應用范圍,并能持續優化切削過程。
“多重配置”可獲得安靜、低振動的切削過程
第五種HPC方案必須滿足如下的前提條件。這種獨一無二的創新技術可以概括為銑刀的“多重配置”。刀具支架(首先應有正確的齒數)可以滿足MultiEdge 4X可轉位刀片和轉盤刀具的交替使用。與常規的轉盤刀具相比,這種方法本身能將軸向進給量提高一倍,從而使得切削過程更安靜,振動更小。這種方法也適用于更大懸臂長度情況下的不穩定比例關系。
總結一下我們就可以發現:以上五種方法中的切削功率都能實現飛躍。此外,平衡好刀具在技術和生產運行方面的作用,不僅是提高刀具使用壽命方面,也是降低刀具成本方面的需求。鑒于刀具成本僅占到整個加工成本的4%,那么降低機床成本所占的比例(約占45%的較大份額)就顯得更加有效。