汽輪機冷凝器(熱交換器)管板通常選用低碳鋼或低合金鋼材料制造,但對于一些要求具有耐腐蝕性和較高機械性能的管板,則需選用銅鎳合金材料BFe30-1-1,這種材料的化學成分和力學性能分別見表1和表2。
由于材料成分含鎳較高,因此機械加工性很差,尤其對于在半封閉狀態下進行的鉆孔工序,加工更為困難。如采用W18Cr4V高速鋼標準麻花鉆加工,由于被加工材料韌性和粘性均較大,切削刃極易粘屑并產生積屑瘤,使刀具刃口迅速鈍化,從而導致刀具校正刃與孔壁劇烈擠壓和摩擦,產生刺耳噪聲,加工幾個或幾十個孔后,刀具主切削刃和側刃即嚴重磨損,如繼續加工,則切屑會將管板孔壁拉出較深溝槽,嚴重時會造成鉆頭折斷。為解決銅鎳合金管板孔的加工難題,我們研制了新型鋼結硬質合金鉆頭。
表1 BFe30-1-1化學成分
表2 BFe30-1-1力學性能
1 刀具材料
刀具材料選用株洲硬質合金廠提供的D3牌號鋼結硬質合金,這是一種新型工具材料,由高速鋼粉末和硬質合金粉末混合后壓制、燒結而成,主要成分為W18Cr4V(70%)和WC(30%)。鋼結硬質合金的使用性能介于硬質合金和高速鋼之間,其硬度高于高速鋼(熱處理硬度68~71HRC ) ,而強度高于硬質合金,用其制作的麻花鉆可在搖臂鉆床上對銅鎳合金管板孔進行鉆削加工。鋼結硬質合金鉆頭在結構及幾何角度上作了某些改進,較為顯著地提高了切削效率和刀具壽命,可以滿足加工要求。在Vc=26~30m/min, f=0.36~0.50mm/r條件下,刀具每刃磨一次可加工150~300個孔。 #p#分頁標題#e#
2 鋼結硬質合金鉆頭的結構設計
鋼結硬質合金鉆頭加工銅鎳合金時,在提高切削效率和刀具壽命方面具有較大優勢,但由于其強度低于高速鋼刀具,如采用標準型式麻花鉆結構,則無法進行正常加工。為此,需對鉆頭結構和幾何角度作如下改進設計(見圖)。
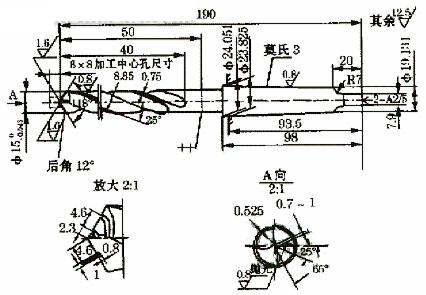
圖 Ø15mm鋼結硬質合金麻花鉆
2.1 增大鉆芯厚度K值
國家標準規定,鉆芯厚度K 值每100mm增大1.4~2.0mm,現改為每100mm增大2.2~2.8mm。增大鉆芯厚度可提高鉆頭切削部分剛度。
2.2 減小螺旋角β
國家標準規定Ø15mm麻花鉆螺旋角b=30°,現改為β=25°。減小螺旋角有利于粘而硬的切屑順利排出。
2.3 主切削刃增開分屑槽
在兩個對稱的180°主切削刃上交叉開出三條月牙形分屑槽,以減小軸向切削力,同時可為排屑創造有利條件。
2.4 減小刃帶寬度f
國家標準規定Ø15mm麻花鉆刃帶寬度f=1.0mm,現減小f=0.75 mm。減小刃帶寬度可減小刃帶與孔壁的摩擦,減少刀具磨損。
2.5 修磨橫刃
鉆削軸向力的大小與橫刃的大小密切相關,為減小切削抗力,將橫刃寬度改為0.7~1.0mm(約為原橫刃寬度的1/3)。
3 鋼結硬質合金鉆頭的制造
鋼結硬質合金刀具的制造工藝不同于普通高速鋼和硬質合金刀具,具有一定特殊性,其加工要點如下。
3.1 車削加工
鋼結硬質合金坯料硬度一般為32~35HRC ,硬質合金成分為WC ,切削用量宜采用低速小走刀量和較大切深,刀具材料宜選用YG類牌號,以YG8N為佳。
3.2 銑削加工
鉆頭溝槽和刃背的銑削加工可采用標準型式的高速鋼成型銑刀,但切削用量的選用應比加工普通高速鋼鉆頭時低(約為2/3)。加工過程中不宜使用切削液,因為銑削產生的切屑一般為碎屑,易與切削液混合為糊狀,會加劇刀具磨損。
3.3 磨削加工
磨削鋼結硬質合金鉆頭的鉆刃時,采用金剛石或碳化硅砂輪為佳,砂輪應經常修整,以保持磨輪刃口的鋒利性,否則易使刀刃退火,有時由于磨削徑向力過大,甚至會使刀具對焊處發生斷裂。
3.4 對焊
鋼結硬質合金鉆頭的頭部和柄部(40Cr)材料的導熱率相差較大,如仍采用高速鋼刀具對焊工藝無法保證對焊質量,為此對焊前應將40Cr刀柄先行加熱,然后再快速放在對焊機上與鋼結硬質合金棒料一起對焊。
3.5 熱處理
鋼結硬質合金鉆頭的熱處理是保證鉆頭質量的重要環節。淬火溫度對刀具硬度影響較大,如淬火溫度>1260 ℃ ,會出現金屬析出現象,使刀具硬度和強度大為降低;如淬火溫度<1180 ℃ ,則難以保證鉆頭的硬度要求。試驗結果表明,最佳熱處理工藝參數為:1200 一1230 ℃ 淬火,560 ℃ 三次回火。
4 鋼結硬質合金鉆頭的合理使用
4.1 開機前的準備和檢查
與高速鋼鉆頭相比,鋼結硬質合金鉆頭性質較脆,抗振性和抗沖擊性較差,因此將鉆頭安裝在過渡套和主軸內孔中時,鉆尖應避免與工件碰撞(最好在機床或工件上放一塊木板)。鉆頭安裝好后應檢查其徑向跳動(要求控制在0.03mm以內),徑跳過大加工時易使鉆尖振碎,另外還應檢查鉆頭180°鋒角的對稱性,鉆刃不對稱將影響加工穩定性,并使孔徑擴大。
4.2 切削用量
根據對BFe30-1-1材料的鉆削試驗,以Ø15mm鉆頭為例,推薦切削用量為n=500~630r/min, f=0.36~O.50mm/r 。一般情況下,當出現不正常的鉆孔噪聲或切屑顏色明顯變化時,就應及時對鉆頭進行修磨。為安全和方便起見,也可制訂強制性鉆頭刃磨標準,達到規定切削長度即對鉆頭進行刃磨。
4.3 切削液 #p#分頁標題#e#
為延長刀具壽命,鉆削BFe30-1-1材料時應進行充分冷卻。切削液宜選用冷卻效果較好的水劑極壓切削液,如無條件時也可使用乳化切削液。
5 加工效果
采用新型鋼結硬質合金麻花鉆加工BFe30-1-1材料的切削效率比采用高速鋼刀具提高4~5倍,刀具壽命也從原來每刃磨一次加工1.5~2m增加到10~15m。此外,切削過程穩定可靠,基本消除了加工噪聲,改善了操作環境。
6 需注意的問題
為改善鋼結硬質合金刀具的切削性能,必須進一步提高刀具材料強度,改善材料的對焊性能。
應進一步完善鋼結硬質合金材料的冷、熱加工工藝,以降低刀具加工成本,保證加工質量。
應結合加工實踐選取最佳刀具幾何角度和切削用量,以防止鉆頭折斷,提高刀具壽命。
相關文章
- 2016-08-07凱景國際集團辦公室全套施工裝修圖下載
- 2016-06-28各種材料接口大樣圖 門大樣詳細圖集下載
- 2016-02-01邱德光廣州琶洲洲城中村天悅樣板間施工圖及材料表
- 2016-01-07西雙版納皇冠假日酒店總經理套房施工圖及+材料規格說
- 2016-01-05托斯卡納風格別墅樣板間設計方案施工圖下載
- 2016-01-03福州香江紅海園樣板房施工圖(平面、立面、節點及材料)
- 2015-08-14西安曲池東岸會所全套詳細施工圖含材料表
- 2015-07-15無錫太湖錦園二期T9樣板房效果圖+軟裝設計方案+材料+
- 2015-05-12東莞華爾登酒店夜總會全套CAD施工圖(含材料表)
- 2015-04-09350平米中高檔餐廳施工圖+效果圖+節點圖及材料表