隨著國內鋼結構行業的不斷發展,H型鋼在許多鋼結構廠房、機場、高層建筑及橋梁中得到普遍的應用。H型鋼原本由鋼廠軋制而成,但因軋制型鋼的規格有限且價格比普通優質鋼板高得多,使焊接H型鋼逐漸成為建筑鋼結構設計和生產中首選的結構型材,焊接H型鋼的需求量逐年大幅度增加。 采用手工加機械組裝焊接生產焊接H型鋼的方式由于生產效率低,而遠遠不能滿足建筑鋼結構高速發展的需要。因此,為提高焊接H型鋼的生產效率,以自動生產線的方式組織生產是必然的發展趨勢。
無錫市陽通機械設備有限公司自1994年開始生產焊接適用于輕鋼制作的H型鋼組裝、焊接、矯正及多頭切割機等設備,到目前為止,已在400多家用戶單位得到成功的應用。1996年初,上海中遠川崎鋼結構有限公司首先向我公司訂購中型焊接H型鋼自動生產線,并于當年上半年設計、試制、調試成功,正常投入生產,取得了良好的經濟效益。迄今,我公司已生產十多條類似的焊接H型鋼 自動生產線。主要的用戶有:武鋼金屬結構廠、唐山二十二冶金屬結構有限公司、浙江中南集團、上海振華港機和上海明珠石材等單位。實際生產應用證明,焊接H型鋼自動生產線達到了預期的效果。
一、焊接H型鋼組裝焊接工藝流程
焊接H型鋼組裝焊接工藝流程按所生產的H型鋼規格范圍和技術要求而有多種形式。圖1示出一種中型焊接H型鋼組裝焊接工藝流程方框圖。主要工序有切割下料、組裝成形、點固焊、角焊縫自動焊、工件翻轉,另一面角焊縫自動焊及翼緣矯正。根據不同的技術要求還可增加 焊前預處理或焊后拋丸清理處理以及切割坯料的矯正等。
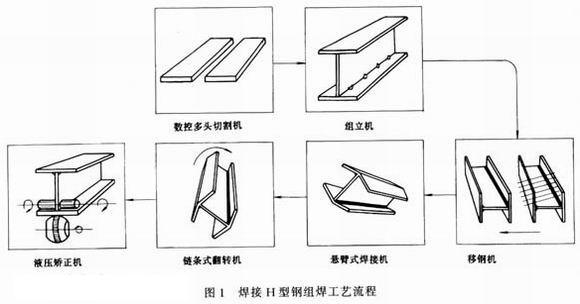
生產線主要設備包括:數控/多頭直條火焰切割機、輸送輥道、H型組立機、90°翻轉架,第一組單臂焊接操作機(兩臺)、60°翻轉支架、平移機、二級輸送輥道,180°鏈條翻轉機、三級輸送輥道、第二組單臂焊接操作機(兩臺)、60°翻轉支架、平移機、可升降液壓輸入輥道、液壓翼緣矯正機和可升降液壓輸出輥道等。
自動生產線的工作程序如下:
①原材料鋼板由車間橋式吊車吊至切割平臺,多頭切割機將鋼板切割成不同規格的翼緣板和腹板,分別堆放于翼板和腹板坯料堆放區。
②將一塊翼緣板和腹板吊至H型鋼組裝點固焊機輸入輥道,并由三組拉桿夾緊機構將翼板和腹板初步夾緊定位,由主動輸入輥道將工件輸入主機,將工件精確定位對中并按預定的程序進行自動點固焊。
③將點固成形的T形型鋼輸入翻轉支架翻轉90°,用吊車分別將另一塊翼板和T形型鋼吊到輸入輥道,重復以上相同程序,將組裝件自動點固成H型鋼。
④組裝點固成形H型鋼由輸送輥道送入到A焊接區的平移機1和2上,平移機的頂升裝置將H型鋼抬離輥道面,并將型鋼送入焊接操作機1的翻轉支架上,然后平移機脫離工件,由翻轉支架將工件轉動45°,使接縫處于船形位置,由單臂焊接操作機焊接第1條角焊縫。
⑤第1條角焊縫完成后,翻轉支架將工件復原,再由平移機將工件頂升送入第2臺焊接操作機的翻轉支架上,將工件轉至45°船形位置,由第2臺焊接操作機焊接第2條角焊縫。
⑥第2條角焊縫焊完后,由平移機將工件送至輸送輥道上,再由輸送輥道將工件送入180°鏈條翻轉機,翻轉180°后由輸送輥道送至B焊接區。
⑦重復與A焊接區相同的工作程序,自動完成另一面的二條角焊縫的焊接。
⑧最后一條角焊縫焊完后,由液壓輸送輥道將工件送入液壓翼緣矯正機進行矯正,直至達到標準規定的尺寸允許偏差。
二、加工型鋼規格
H型鋼翼緣板寬度:200~800mm
H型鋼翼緣板高度:200~1200mm
H型鋼翼緣板厚度:6~40mm
H型鋼長度:4000~15000mm
三、生產線主要設備的技術特性
1.數控/多頭直條火焰切割機#p#分頁標題#e#
數控/多頭直條火焰切割機是專門用于將鋼板切割成不同寬度板條的高效率切割下料設備,其由T形機架,縱向軌道,縱向和橫向移動驅動機構,供氣系統,電氣控制系統,割炬架及調節機構和割炬等組成。采用齒輪齒條傳動,行走切割平穩。
數控/多頭直條火焰切割機軌道跨距可從3000~9000mm任選。軌道的長度可按鋼板進料長度設計,通常在12~15mm之間。割炬的數量可按用戶的要求選定。
2.H型鋼組立機
H型鋼組立機的特點是采用立式組裝點固的方法,克服了傳統的臥式組裝點固方法組裝合格率低的問題。我公司設計的H型鋼組裝點固焊機由門架及定位壓緊機構、拉桿夾緊機構、主傳動系統、輸入輥道、輸出輥道、液壓系統、電控系統和CO2氣體保護自動點固焊機等八大部分組成。
本機的最大特點是翼板和腹板的定位采用液壓傳動,左右兩側機械同步夾緊對中,可保證不同寬度的翼板與腹板自動準確定位對中。整個組裝和點固焊過程由可編程序控制器(PLC)全自動控制,焊點長度、焊接速度、間隔距離和兩點固焊之間空程移動速度可預先設定。
3.單臂焊接操作機
焊接H型鋼4條角焊縫的埋弧焊可以采用單臂焊接操作機4臺,依次焊接角焊縫1,2,3,4。亦可采用龍門式焊接操作機,同時焊接二根H型鋼的二條角焊縫。本文介紹的焊接H型鋼自動生產線配備4臺單臂焊接操作機,其優點更適應流水作業的節拍。
單臂焊接操作機由臺車體、立柱、橫梁、滑板行走機構、電機驅動系統、焊槍跟蹤機構、焊劑輸送回收系統、焊接機頭、焊接電源和電氣控制系統等組成,其結構外形圖見圖2。
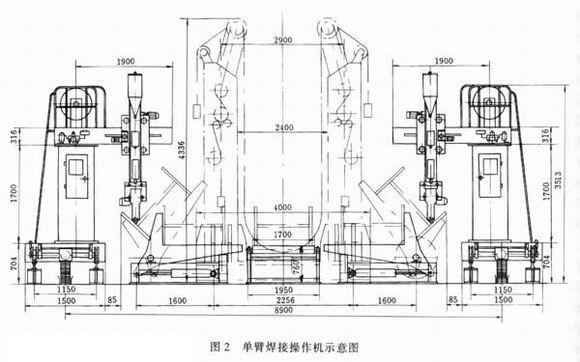
單臂焊接操作機臺車在軌道上的移動由交流變頻器拖動主電動機實現無級調速,驅動機構通過鏈輪副帶動從動軸,形成雙軸四輪驅動,確保臺車移動速度平穩。焊接滑板裝在操作機橫梁上,由電動機驅動可作上下左右移動,以適應不同規格H型鋼的焊接,焊接機頭裝于縱向滑板的端部,特制的跟蹤機構可使焊槍對焊縫作三向跟蹤。焊槍離工件表面距離的控制采用氣 動跟蹤,焊槍相對于接縫左右位置和旋轉角度為浮動式機械跟蹤,可確保在整個焊接過程中,焊絲始終對準接縫的中心線,形成外形均整的優質焊縫。
4.鏈條式翻轉機
鏈條式翻轉機專用于將待焊接的H型鋼翻轉至所要求的位置,并防止工件在翻轉過程中產生扭曲變形。翻轉機由兩個機座和四根立柱組成,在每個立柱上都裝有驅動機構,由主電動機通過擺線針輪減速器帶動鏈輪。鏈輪上方裝有兩個上滑輪,其中上滑輪安裝在擺臂上。上滑輪的作用是改變鏈條的運動方向和鏈條伸縮的位置。緊靠鏈輪的下部裝有兩個導向輪,用來增加鏈條在鏈輪上的包角,使鏈輪更有效地將功率傳遞到鏈條上。鏈輪的下面還裝有一個下滑輪,以改變鏈條端部均重塊的位置。立柱上部各設一個擺臂及重錘裝置,其作用是當工件需要翻轉時,擺臂向下轉動一個角度。當不需要翻轉時擺臂抬起,鏈條松開,便于工件前后輸送。
兩個機座和四個立柱組成一個整體,通過各立柱主動鏈輪旋轉方向的不同組合,實現工件的上升、下降、翻轉(180°)和鏈條的復位。每根鏈條的末端均裝有一個均重塊,使鏈條不會因外力而滑出。立柱上還設有行程開關,可避免誤操作而發生故障。
5.H型鋼翼緣矯正機
H型鋼翼緣矯正機由機座、機架、傳動輥輪、電動機驅動機構、上輥輪組、下壓機構和導向輥輪等組成。主要用于H型鋼焊接后翼緣板的角變形的矯正,該矯正機通過二組上下輥輪對翼緣兩側邊的頂壓,使其在連續送進過程中產生反方向的塑性變形,完成H型鋼翼緣的連續矯正。
H型鋼翼緣矯正機的主要操作步驟如下:
(1)根據待矯正H型鋼翼緣寬度和厚度調整好機架的位置,使上輥輪和傳動輥輪構成的矯正孔型符合矯正的要求。#p#分頁標題#e#
(2)根據腹板的厚度及縱向變形量,將導向輥輪調到正確的位置,使其不受過大的軸向力。
(3)矯正孔型調整好后,起動主電動機帶動傳動輥輪,使被矯H型鋼送入矯正機進行翼緣的連續矯正。當翼緣厚度超過25mm時,通常需要往返矯正多次,才能達到標準要求。
四、H型鋼自動化生產配套設備
隨著鋼結構行業的飛速發展,對鋼結構制造質量要求越來越高,特別焊接后的H型鋼涂裝前表面處理已成為鋼結構生產中的重要工藝。針對這一情況,本公司1998年底研制開發了H型鋼拋丸清理機,采用輥道連續輸送清理形式,自動化程度高、表面清潔度可達Sa21/2,并達到一定的粗糙度使H型鋼油漆后附著牢固,并解決了H型鋼的防腐蝕問題。目前該設備已在近60家鋼結構生產廠應用,取得了良好效果。
五、結論
(1)多年的生產實踐證明,我公司設計和生產的焊接H型鋼自動生產線大大提高了焊接H型鋼的生產速度。所生產的焊接H型鋼的外形尺寸和焊縫質量完全符合有關行業標準和專業標準的要求,值得大力推廣應用。
(2)焊接H型鋼自動生產線是一種低成本自動化生產裝備,可獲得可觀的經濟效益,通常可在兩年之內完全收回設備投資。
(3)可按用戶的需求采取各種改進方案,使焊接H型鋼自動生產線的設備和生產工藝布局更趨合理,生產效率更高,焊接質量更易得到保證。
(4)對于要求高質量的焊接H型鋼的生產,自動生產線的工藝流程應增加鋼板焊前預處理或焊接H型鋼的焊后清理處理,并設置相應的拋丸清理設備。
相關文章
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-28計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-28計算機輔助設計與制造(CAD∕CAM)PDF下載
- 2021-08-27計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-27計算機輔助設計與制造(CAD∕CAM)PDF下載
- 2021-08-24經典技法118例AutoCAD 機械設計經典技法118例中文版_
- 2021-08-24經典實例學設計AutoCAD 2016從入門到精通 [李軻 編著]
- 2021-08-24精通AutoCAD 2013電氣設計 [李波 主編] 2013年PDF下載
- 2021-08-24精通AutoCAD 2013機械設計_李波,辛雄主編_2013PDF下載
- 2021-08-24精通AutoCAD 2013建筑設計 [劉冰 主編] 2013年PDF下載