回彈是指板料在沖壓成形過程中,當外載荷去除時,由于材料的彈性恢復而使其形狀、尺寸都發生與加載時變形方向相反的變化。作為薄板成形主要缺陷之一,回彈很難控制。因為這需要對回彈量作出準確預測,而且不同材料和不同形狀的沖壓件回彈規律差別比較大。隨著高強度鋼板和鋁板在工業上的廣泛應用,回彈變得更加突出。回彈量決定著沖壓件的最終形狀和尺寸,從而影響沖壓件在整體中的裝配。因此,如何有效地控制回彈量,是沖壓成形中一個很重要的問題。
對于回彈問題常用的方法有2種:一是通過調整工藝參數,減少回彈量;二是進行模具補償,就是在考慮回彈量的基礎上,對模具型面進行相應的補償,使得沖壓件回彈后的形狀剛好滿足設計要求。第一種方法沒有從根本上解決回彈量的問題,它只是在一定程度上減少回彈量。第二種方法可以解決回彈的問題,通過檢測到的回彈量,對模具進行反復修正,從而得到滿足精度的沖壓件舊J。在工程實際中主要是用這種方法,但使用該方法的前提是需要知道回彈量。因此,如何準確并快速獲得回彈量是使用該方法的關鍵所在。
1 回彈檢測的方法
在生產實際中,多采用專用檢具對沖壓件的回彈量進行檢測。但是,專用檢具存在很多弊端,對復雜零件某些部位的回彈量不能精確檢測。而且制造過程需要大量的人力、物力和財力,特別是現在零件的外形越來越不規則,出現了大量的自由曲面以滿足人們對美學的要求,使得檢具的制作變得閑難。這樣一方面增加了產品的制造成本,影響產品的開發制造周期,更為重要的是使用專用檢具所得的檢測結果會過多的受人為主觀因素的影響,檢測結果難以科學、直觀地進行定量表達;檢具檢測實際上只是控制參數曲面上若干個截面曲線的形狀誤差,有限的截面曲線并不能完全表征整個曲面的形狀誤差。而且手工操作的檢具檢測難以與自動控制系統、質量管理系統進行信息交流。
隨著計算機輔助檢測技術的出現,為沖壓件的回彈檢測提供了一種新的方法。計算機輔助檢測技術具有適用性好,效率高等優點,可以有效地減輕操作者的勞動強度,提高生產效率,為企業帶來經濟利潤。計算機輔助檢測是指通過三維光學測量設備,獲取實物的三維數據,并將此數據與實物的CAD模型對齊比較,從而獲得檢測結果。其操作步驟可以歸納為:(1)實物模型的數字化;(2)模型對齊;(3)比較分析。
Geomagic Qualify作為一種計算機輔助檢測軟件,具有操作簡單、檢測功能強大等優點。其檢測結果受點云質量、創建的基準或特征以及對齊精度的影響。現有光學掃描設備精度一般都在0.1 mm以內,通過合適的操作方法,可以獲得一個精度較高的零件點云數據;在創建基準或特征時,應根據實際情況,盡量選擇沒有發生變形或發生微小變形的區域;對齊時,通過選擇合適的對齊方法,可以確保創建的基準或特征盡可能重合。這樣可以保證檢測結果的準確性。
下面論述提出該軟件在沖壓件回彈檢測的方面的應用。
2 Geomagic Qualify簡介
Geomagic Qualify是由美國Geomagic公司提供的快速檢測軟件,通過在CAD模型與實際構造部件之間快速、明了的圖形比較,可以快速并準確地完成檢測任務。其操作過程為:對齊、比較分析和生成報告。
對齊就是將待檢測零件的點云數據與其標準CAD模型統一到同一個坐標系下,以實現兩者的比較。Geomagic Quality主要提供了3種對齊方式,分別為“基準/特征對齊”、“最佳擬合”、“RPS對齊”。“基準/特征對齊”主用于有規則外形的零件,通過創建在CAD模型和點云上對應的基準或特征的最佳擬合,達到CAD模型和點云的整體對齊。"最佳擬合”主要用在由自由曲面組成零件的對齊,因為自由曲面的不規則,使得創建基準和特征比較困難。“RPS對齊”是基于參考點系統的對齊,比較適合具有定位孔、槽等特征的零件的對齊,此外板金件和葉片的對齊也多用該方法。
Geomagic Qualify的檢測功能叮歸納為:二維分析、三維分析以及誤差評估。二維分析可以對模型的指定截面進行尺寸標注或生成偏差圖。三維分析可通過3D比較,生成彩色的偏差圖,結果顯示為CAD模型或點云上的偏差。其中“邊界比較”命令可針對邊界線處的偏差進行檢測,可用于回彈問題的檢測。誤差評估包括對零件的三維尺寸誤差以及形位誤差評估。
Geomagic Qualify可以自動生成包括HTML格式,PDF格式,MS Word和Excel格式的多種報告,其中適用于Web的報告可以讓各部門共享檢測結果,改善了部門間的溝通。
3 檢測實例
下面以一個沖壓件的回彈檢測為例說明,如圖1。由于該零件形狀復雜,檢測有一定難度。而使用Geomagic Qualify進行檢測時,通過3D分析和2D分析等功能,可以快速、準確地測量出零件的回彈量。

▲圖1對齊前
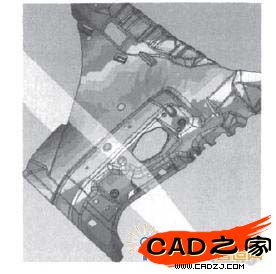
在進行比較分析前,先將零件的點云數據和CAD模型均導人到Geomagic Qualify,利用“RPS對齊”方式通過選擇零件表面的定位孔、槽等特征為基準進行對齊,結果如圖2。對齊后就可以開始進行回彈檢測。

▲圖2對齊后
(1)3D比較
通過3D比較,可以獲得零件的整體回彈量,得出一個全面、直觀、形象的回彈檢測結果。在完成對齊操作后,進行3D比較,比較的結果如圖3所示。從顏色與對應的數值可以反映出零件的整體回彈變形情況。各處的向彈量的具體數值可利用“創建注釋”操作得出。此外,根據比較結果還可自動統計出最大偏差、最小偏差、正負偏差和標準偏差,數值分別為4.64mm,一4.923 mm,1.065mm,一1.237 mm,和1.412mm。
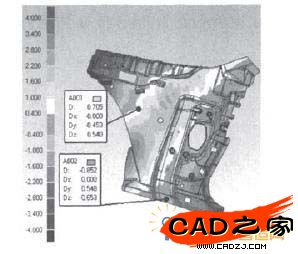
▲圖3 3D比較
(2)2D比較
對于零件的一些重要截面,對回彈有嚴格要求。這就需要得到更加精確的回彈量,以便作出合適的回彈補償,保證截面的最終形狀滿足精度的要求。2D比較功能可以對零件的一些重要截面進行回彈檢測。
首先指定沖壓件的檢測截面(如圖4),再進行2D比較分析,生成的截面偏差情況如圖5。
▲圖4確定截面位置
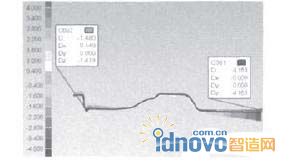
▲圖5 2D比較結果
(3) 邊界比較
由于邊界遠離模具中心,沖壓件其他部位的回彈變形都會一定程度反映到邊界上。在裝配過程中,嚴重影響邊界的接觸配合。因此,邊界處的回彈量控制對裝配工藝有重要的意義。通過邊界比較功能可以實現對零件邊界的回彈檢測。
操作時首先選擇所需要的邊界,可從三個方向比較出邊界的偏差,分別為法向、切向和3D偏差。其分別對應于CAD模型邊界處的法線方向偏差、CAD模型邊界處的切線方向偏差和沿著指定邊界CAD模型和點云數據的最小偏差。選擇外圍邊界線進行法向方向的偏差比較,結果如圖6。比較結果統計如下:最大、最小偏差為6.961 mm,一3.608 mm,正負平均偏差為2.504 mm,一1.246 mm,標準偏差為2.447 mm。指定位置的偏差值也通過創建注釋顯示出來,在圖6右下角創建注釋,結果如圖7,偏差為5.498 mm,在x,y和z方向的偏差分別為0.306 mm,一2.348 mm,4.962 mm。
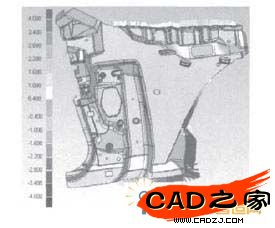
▲圖6邊界比較
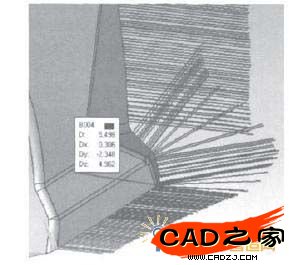
▲圖7創建注釋
(4)生成報告
將檢測結果生成報告,其中適用于Web的報告可以讓模具設計部門分享檢測結果,從而對模具型面進行補償。
4結論
模具補償是針對沖壓件回彈問題的主要解決辦法,而模具補償的前提是首先獲得準確的回彈量分布。在生產實際中,多采用專用檢具檢測回彈量。但是,專用檢具不能實現復雜零件精確、全面的回彈量檢測,而且會增加產品的成本和開發時間。以上提出利用Geomagic Qualify進行回彈檢測,避免了專用檢具的弊端,可以快速而準確地實現回彈檢測,且對于不同沖壓件的回彈檢測具有通用性。該方法將有助于企業快速完成回彈補償,生產出符合精度要求的沖壓產品,從而減少產品成本,提高企業的競爭力。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF