一、五軸聯動加工與五軸定位加工的特點與差異
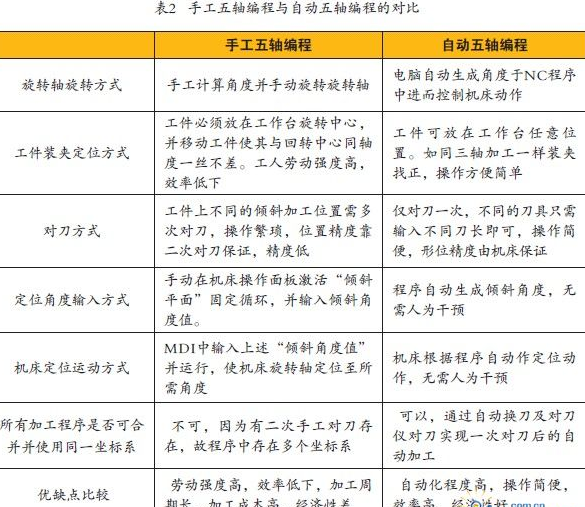
五軸聯動加工與五軸定位加工適用的行業對象不同,聯動加工適合曲面加 工,定位加工適合于平面加工,我廠為 機械廠,故本文介紹后一種方法。表1為 兩者的區別。
圖1為我單位某工件,圖中除紅色 面(圓角面)必須用五軸聯動外,其余 部位均可使用定位加工實現。
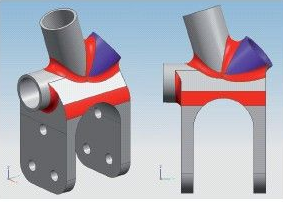 圖一
圖一
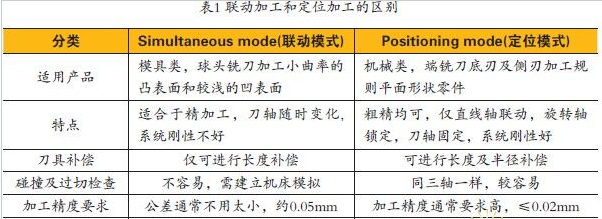
二、五軸定位加工手工編程與電腦編程的特點與差異
一直以來,我廠五軸機床并未發揮其應有的性能,開始時作三軸使 用,后來雖使用了五軸功能,但處于手工作業(簡稱“手工五軸編程”)的方 式:加工前由程序員告知操作者機床刀 軸的角度,操作者根據此角度在機床中 手動設置B C 軸,然后在工件上對刀, 使其與編程的坐標系一致,再調用程序加工,亦即手工作旋轉軸定位動作,然 后以三軸方式加工。由于此方式涉及手 工計算B C 軸旋轉角度,故計算容易失 誤,增加多余勞動,加工工位多時,效 率低下。且對稍復雜零件如圖1當中的 藍色圓柱面(及孔),雖能計算出圓柱軸線的旋轉軸定位角度但卻無法在加工 方向上對刀加工。
在實用化的五軸定位加工中,上述旋轉軸BC的旋轉角度、定位位置數值均由電腦通過指定局部坐標系并 由后處理生成的(簡稱“自動五軸編 程”),編程員只需在編程時設置不同待加工部位的局部坐標系,在此坐標系 下以普通三軸方式編程即可。由此,編 程員只需校核實體模型的正確和準確與 否,至于機床如何旋轉與定位,便變得 與編程無關,亦與操作者無關。表2所 示為“手工五軸編程”與“自動五軸編程”的對比。
三、NX CAM在“支架”定 位加工中的實現
“支架”產品如圖2所示:要求一次裝夾加工完成除總長外全部特征。加工坐標系G54原點位于工件上表面圓心處。其中+X 指向凸耳方向,+Y 指向工件后方,+Z 向上。操作者以此坐標系對刀。
1.工藝規劃
此工件已精車完成外形,銑加工部分可在一次裝夾中全部完成,其中四個徑向槽、Φ 1.5光孔(圖中最小孔)及凸耳根部的清根(圖中紅色線處)需使用5軸定位功能,其余均可使用3軸功能完成。因本文討論五軸定位功能,故以圖中紅色線處的清根加工為例說明。
2.五軸定位加工的原理
五軸定位加工的原理實質上就是三軸功能在特定角度(即“定位”)上的實現,簡單地說,就是當機床轉了角 度以后,還是以普通三軸的方式進行加工,因此三軸應用上的特性均可在五軸 定位加工上重復使用,其實現的方法是 通過對坐標系的旋轉和平移。結合圖例 來說,即由圖2 的對刀坐標系G 54(又 稱“主坐標系”)轉變為如圖3所示的 加工(編程)坐標系(又稱“局部坐標 系”,原點位于Φ 1.5孔圓心,+X 仍指向 凸耳方向,+Y 變為指向工件上方,+Z 變 為指向工件前方),上述步驟的意義和 目的在于:主坐標系G 54沿用普通三軸對 刀方式,對機床操作者無任何其他額外 要求;局部坐標系與操作者無關,它只用來生成控制機床BC 軸旋轉定位的坐標值,B C 軸依此坐標值并通過840D系統的 R T C P功能(即T R A O R I指令)自動跟蹤至 新的坐標位置。當然,旋轉軸的旋轉角 度需經由后處理正確計算出來。
對于840D系統的程序格式而言,旋 轉指令為ROT和AROT,平移指令為TRANS 和ATRANS,需要注意的是,ROT和TRANS 指令均為替換指令,其后再次平移或旋 轉需使用附加指令。
3.運用NX CAM編程
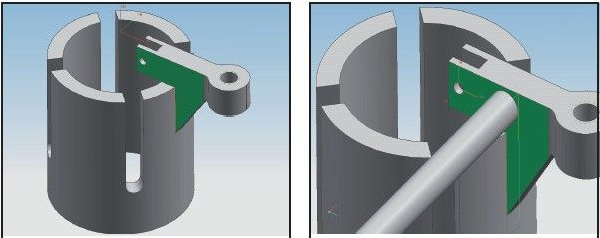
圖二 圖三
以圖3為例一步一步說明如何實現NX 的定位加工編程。
(1)在N X中建立工件實體模型,實體 模型可更好地防止過切。
(2 )在操作導航器中建立如圖2中所示的主坐標系MCS ,雙擊此坐標系并將其用途設為“ 主要的 ” , 即![]() 。此坐標系與工 件在機床上的裝夾方向相一致并便于操 作者對刀確定G54。
。此坐標系與工 件在機床上的裝夾方向相一致并便于操 作者對刀確定G54。
(3)在其下添加如圖3中所示的局部坐 標系作為子節點,其原點設為Φ 1.5孔圓 心(原點及XY 方向隨意,程序閱讀方便即 可),+Z M (刀具軸)必須指向平面正法 向(即工件前方),指定其用途為“局部”  ,“局部” 的實際意義為:生成的N C程序坐標值參 照此坐標系而非G 54。指定輸出為“CSYS旋轉”
,“局部” 的實際意義為:生成的N C程序坐標值參 照此坐標系而非G 54。指定輸出為“CSYS旋轉” ![]() ,“CSYS旋轉”意義很明顯:后處理將操作者對刀的G 54“旋轉”設置為N C程序的參照坐標系,由此產生出相應的TRANS及 ROT語句。
,“CSYS旋轉”意義很明顯:后處理將操作者對刀的G 54“旋轉”設置為N C程序的參照坐標系,由此產生出相應的TRANS及 ROT語句。
(4)使用平面銑類型中的“PLANAR PROFILE”子模板創建操作。在隨后彈出的界面中選擇圖3中的紅色線作為零件邊界,并指定為相切。指定紅色線所在 的平面作為底面。調整走刀方向及進退刀,并在非切削運動項中開啟刀具半徑 補償,生成刀軌如圖3所示。此步驟與普 通三軸編程無異。
(5)程序代碼及說明:
N0001 G40 G17 G54 G90 (基本 設置及選定坐標系)
Path Name: FLOWCUT1(程序名稱注釋)
Part stock:0.00 Floor stock:0.0
(加工余量注釋) N0002 T02 D00
N0003 M06 (調用刀具)
N0004 S7958 D01 M03 (主軸正 轉調用刀補)
N0005 TRAORI (開啟五軸轉換, 為刀具定位運動時的自動跟蹤作準備)
N0006 TRANS X6.5000 Y-2.0000
Z-3.0000 (坐標系平移至Φ1.5孔圓 心,注意此時坐標系方位沒變,+ZM仍 指向工件上方,機床無動作)
N0006 AROT X90.000 AROT Y0.000 A R O T Z0.000 (AROTX90.000語句使得G54坐標系繞X軸旋轉90°,+ZM改變為法向于待加工面,此 時機床無動作)
N0007 G01 X2.017 Y3.698 Z112. F22222. (刀具運動至“局部坐標系” 所確定的第一個坐標位置,此時BC軸不動,刀具軸未變)
N0008 A3=0.0 B3=0.0 C3=1.0
(BC軸聯動,刀軸由垂直于工作臺變為 垂直于待加工面)
N0009 Z3. F15000. (開始正常三 軸加工,下同)
N0010 Z0.0 F239. N0011 G41 X2. Y3.6
N0012 Y0.0
N0013 Y-11.
……
N0016 X2.017 Y-13.098
N0017 Z1.
N0018 Z112. F15000. (退刀至安 全高度)
N0019 ROT (取消“局部坐標 系”,系統回到G54坐標系,機床無 動作)
N0020 A3=0.0 B3=0.0 C3=1. (BC 軸聯動,B軸由臥式轉為立式,刀軸重 定位至G54+ZM)
N0021 TRAFOOF (關閉五軸轉換) N0022 M05 M09 (程序結束) N0023 M30 (回程序頭)
(6)運行程序并在機床刀具補償頁面調整刀具長度磨耗及半徑磨耗值,以實 現深度及徑向上的公差調整。
四、結束語
上述程序可實現多個子程序合并為單一程序,并使用一個坐標系,對刀時僅對第一把刀(零號刀)即可,并將其 存為G54,其他刀具以對刀儀對刀方式得 出刀長。如此一來可實現加工原理、裝夾和對刀均簡單化,方便編程員及操作 者,改變了長期以來“手工五軸編程” 的落后局面,提高生產效率。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF