一、引言
在數控加工領域,加工中心,數控銑床和雕刻機的高速加工已被廣泛的 使用。在高速加工時,主軸旋轉速度通 常都是每分鐘1~2萬轉,刀具進給速度和主軸轉速成正比,移動非常快,而且 數控機床的銑削和鏜削要比簡單的車削受力復雜的多。在這種情況下,刀具震動變成切削中非常重要的因素。引起刀 具震動的因素很多,刀具形式和材料、 工件材料、切削參數和刀具切削軌跡等都會引起刀具的震動,本文將從刀具切 削軌跡方面來談談在用UG CAM軟件來進 行編程時,減小刀具震動的一些技巧。
二、減振方法
傳統編程時,切削轉角的方法是使用線性切削(G1),在轉角中過渡 不夠連續,如圖1所示。當刀具到達角 落時,由于線性軸的動力特性限制,刀 具必須減速。在電機改變進給方向前, 有一短暫的停頓,會產生大量的熱量和摩擦,導致切削力的不穩定(俗稱彈刀),并常常使角落切削不足。刀具 越大或刀具總懸伸越長,振動越強。 這是編程工作的一大難點。
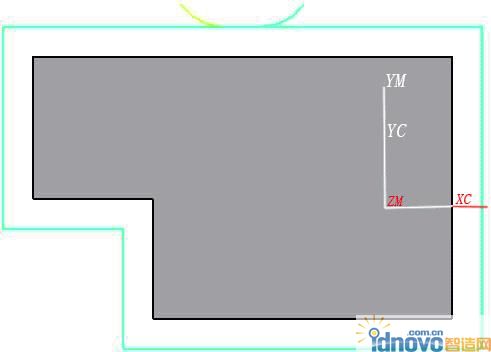
圖1 傳統編程時轉角刀軌
此問題的最佳解決方法如下。
(1)使用圓角半徑比轉角半徑小的 刀具,此方法僅限相對小型工件。
(2)刀軌進行圓角處理,效果如圖2所示。在UG CAM的平面輪廓銑中,具 體操作在拐角和進給率控制選項中, 設置凸角添加圓弧,這時當刀具銑削 過程中遇到凸角時以圓弧過渡進行切削加工,其中圓弧的圓心為凸角的頂端,半徑為刀具直徑。在側壁亦可添 加圓角,如圖3所示。這種加工方法 在工件的邊界處不會產生停頓,刀具的運動提供了光滑和連續的圓弧過渡(G02或G03),然后在減速設置中打 上勾,則系統在拐角處對刀具設置減 速操作。這些設置都大大起到了減振 的效果。
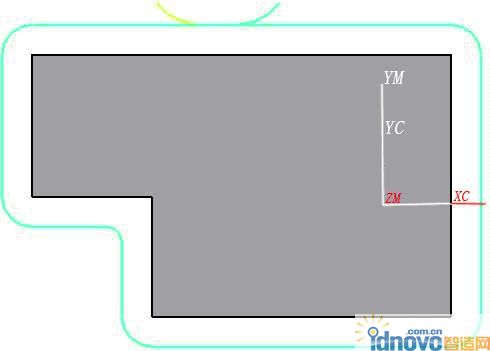
圖2 UG CAM編程時轉角添加圓弧過渡
(3)通過圓弧插補,產生比圖紙上 規定稍大些的圓角半徑。這樣,有時 就可以在粗加工中使用較大的刀具,以保持高生產效率。在角落處余下的 加工余量可以采用較小的刀具進行固 定銑削或圓弧插補切削。
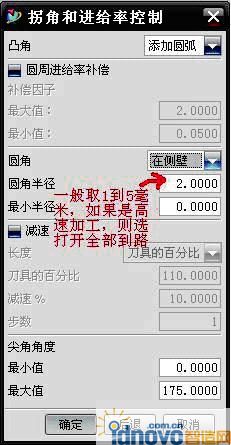
圖3 在UG CAM中設置拐角和進給率
(4)在加工陡峭的外形輪廓面時, 通常采用Z L E V E L輪廓銑,在垂直于刀 具方向的平面切削層上沿著零件輪廓 去除材料,見圖4所示。在高速加工 時,雖然可以用Z L E V E L輪廓銑加工出 來,但在層和層的過渡時,刀具切削 轉向,而且是垂直下刀會引起刀具振動變大,刀具容易折斷且零件表面質量不高,會出現明顯的刀具痕跡。建 議使用曲面區域驅動,改分層切削法 為螺旋切削法。
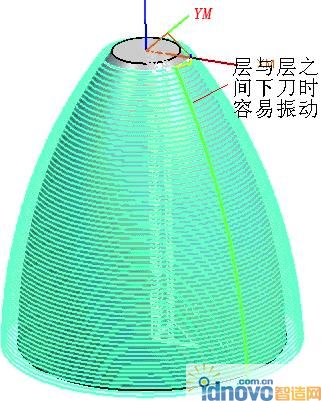
圖4 層和層之間直接下刀容易產生振動
具體方法如下:先創建一個輔 助的圓 柱面(如圖 5 所示),使用 曲 面區域驅動操作,指定回轉體為零件體,指定剛建立的圓柱面為驅動面, 在該圓柱面上建立驅動點陣。然后定 義切削方向,選擇圓柱面上部的水平 方向為第一切削方向,在所選的箭頭 上出現小圓圈時,返回到曲面驅動方法對話框。驅動點陣的切削方式設定 為螺旋刀軌,然后通過驅動點沿著投 影矢量方向向零件表面上投射,這時 將投影矢量方向設定指向直線,直線 設定為回轉體零件的中間軸線,設置 如圖6所示。將圓柱形螺旋刀軌按照指 向中間軸線的投影方式投射到工件體 上,這樣可以產生一個切削工件輪廓 的螺旋形刀軌,如圖7所示。
這樣的刀軌生成過程雖然比較復 雜,但螺旋驅動方式的最大優點是, 從一條刀具軌跡運動到下一條刀具軌 跡的過程中,運動平緩而光順,沒有突然換向,所以整個過程可以保持固 定的切削速度。正因為這個原因,螺 旋驅動方式很適合高速加工。
(5)如果加工較平坦的曲面時,通 常用曲面區域驅動方式,該驅動方式 通過指定曲面作為驅動幾何體,在驅 動幾何體上生成網格狀的驅動點陣。 這些驅動點陣列沿著指定的投影矢量方向投影到零件表面上,以生成投影點,從而生成刀具軌跡。但在高速加 工時,刀具軌跡圖樣無論是選擇跟隨周邊還是同心圓等,在步進時都容易 產生刀具的振動。這時如果加工曲面 比較簡單,接近圓形,應改為用固定 軸輪廓銑中的螺旋驅動方式,該驅動方式以螺旋線形式,從中心點展開來 定義驅動點。這些驅動點產生在通過中心點且與投影矢量垂直的平面上, 中心點可以由用戶來進行指定,最終 這些螺旋驅動點向零件表面投影,產 生適合高速加工的螺旋刀具軌跡。具 體刀具軌跡,如圖8所示。
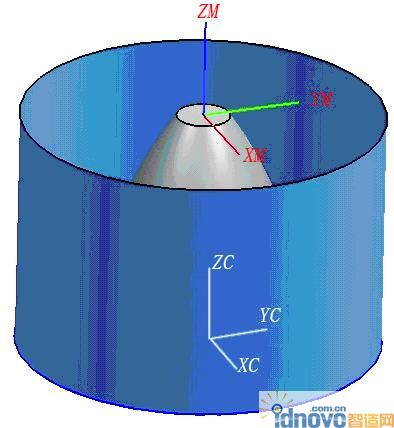
圖5 驅動圓柱輔助面
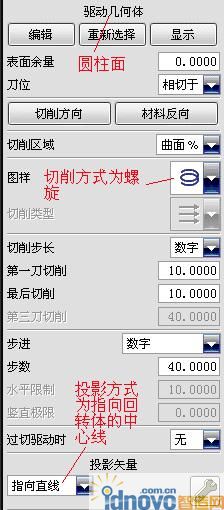
圖6 曲面驅動方法對話框
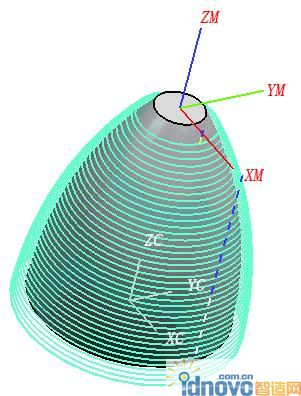
圖7 在陡峭面上產生螺旋型刀軌減小刀具振動
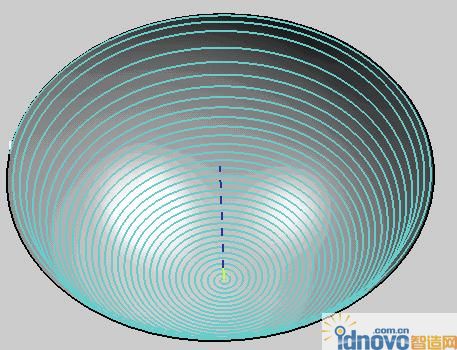
圖8 在平坦面上產生螺旋型刀軌減小刀 具振動
三、結束語
以上是在一些范例中針對刀具振動所采用的的加工思路,經過實踐 論證,效果明顯。由于在加工中零件形狀類型復雜,所采用的切削方式都 不同,希望本文能起到拋磚引玉的作 用,加強編程人員在高速加工對刀具 震動問題的研究。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF