本文介紹了確定走刀路線及安排加工順序的內(nèi)容。
走刀路線就是刀具在整個加工工序中的運動軌跡,它不但包括了工步的內(nèi)容,也反映出工步順序。走刀路線是編寫程序的依據(jù)之一。確定走刀路線時應(yīng)注意以下幾點:
1、尋求最短加工路線
如加工圖2.3a所示零件上的孔系。2.3b圖的走刀路線為先加工完外圈孔后,再加工內(nèi)圈孔。若改用2.3c圖的走刀路線,減少空刀時間,則可節(jié)省定位時間近一倍,提高了加工效率。
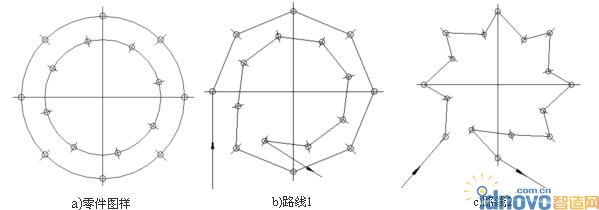
a)零件圖樣b)路線1c)路線2
圖2.3 最短走刀路線的設(shè)計
2、最終輪廓一次走刀完成
為保證工件輪廓表面加工后的粗糙度要求,最終輪廓應(yīng)安排在最后一次走刀中連續(xù)加工出來。
如圖2.4a為用行切方式加工內(nèi)腔的走刀路線,這種走刀能切除內(nèi)腔中的全部余量,不留死角,不傷輪廓。但行切法將在兩次走刀的起點和終點間留下殘留高度,而達(dá)不到要求的表面粗糙度。所以如采用2.4b圖的走刀路線,先用行切法,最后沿周向環(huán)切一刀,光整輪廓表面,能獲得較好的效果。圖2.4c也是一種較好的走刀路線方式。
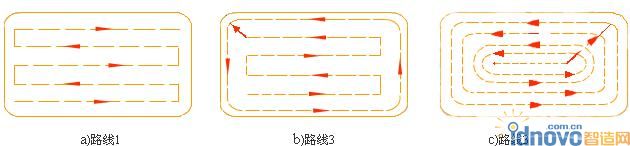
a)路線1b)路線3c)路線3
圖2.4銑削內(nèi)腔的三種走刀路線
3、選擇切入切出方向
考慮刀具的進(jìn)、退刀(切入、切出)路線時,刀具的切出或切入點應(yīng)在沿零件輪廓的切線上,以保證工件輪廓光滑;應(yīng)避免在工件輪廓面上垂直上、下刀而劃傷工件表面;盡量減少在輪廓加工切削過程中的暫停(切削力突然變化造成彈性變形),以免留下刀痕,如圖2.5所示。
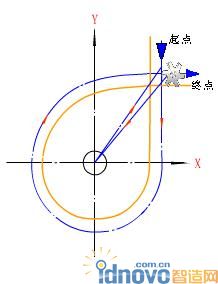
圖2.5 刀具切入和切出時的外延
4、選擇使工件在加工后變形小的路線
對橫截面積小的細(xì)長零件或薄板零件應(yīng)采用分幾次走刀加工到最后尺寸或?qū)ΨQ去除余量法安排走刀路線。安排工步時,應(yīng)先安排對工件剛性破壞較小的工步。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF