一、UG軟件介紹
在當前流行的CAD/CAM軟件中,UG為用戶提供了一個較完善的企業級C A D/ C A E/C A M/P D M集成系統。在U G中,先進 的參數化和變量化技術與傳統的實體、 線框和曲面功能結合在一起,而這一結合被實踐證明是強有力的。
1.UG的CAD功能
UG Hybrid Modeler復合建模模塊 無縫地集成了基于約束的特征建模和傳統的幾何建模(實體、曲面和線框)到 單一的建模環境內,在設計過程中提供 更多的靈活性,用戶可以選擇最自然地 支持設計意圖的方法。
2.UG的CAM功能
U G C A M提供了一整套從鉆孔、線 切割到5軸銑削的單一加工解決方案。 在加工過程中的模型、加工工藝、優化 和刀具管理,都可以與主模型設計相聯 接,始終保持最高的生產效率。
二、五軸加工介紹
五軸聯動數控機床是一種科技含量高、精密度高、專門用于加工復雜 曲面的機床,這種機床系統對一個國 家的航空、航天、軍事、科研、精密 器械以及高精醫療設備等行業,有著 舉足輕重的影響力。現在大家普遍認 為,五軸聯動數控機床系統是解決葉 輪、葉片、船用螺旋槳、重型發電機 轉子、汽輪機轉子以及大型柴油機曲 軸等加工的惟一手段。
五軸聯動加工中心具有高效率、高精度的特點,工件一次裝夾就可完成 五面體的加工。五軸機床的種類分為: 搖籃式、立式、臥式、N C工作臺+N C分 度頭、N C工作臺+90°B軸、N C工作臺+45°B軸、N C工作臺+A軸°以及二軸 NC主軸等。
三、葉片結構分析
從 葉 片 的 結 構 ( 如 圖 1 所 示 ) 來看,其葉身型面部分為復雜的空間曲 面,各部分的曲率、扭轉變化較大,是 典型的薄壁件。由于其為動力等裝置的 重要部件,工作條件較為惡劣,就對 零件本身的精度和質量提出了很高的要 求。型面的加工質量直接影響其工作性 能,還可能影響整機性能。葉片的材料 要求有很高的質量-強度比,加工中難 切削,切削抗力大,引起的變形也大。 由于其截面形狀,在葉盆和葉背方向上 抵抗變形的能力也不同,進排邊緣處又 較薄,加工中的形變很復雜,對數控加 工提出了很高的要求。在實際加工中,多采用如圖2所示的加工流程。
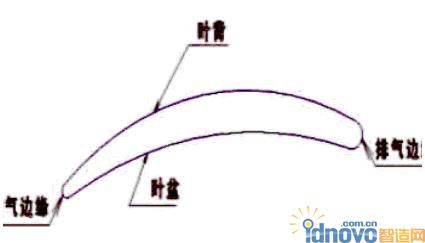
圖1 葉片結構
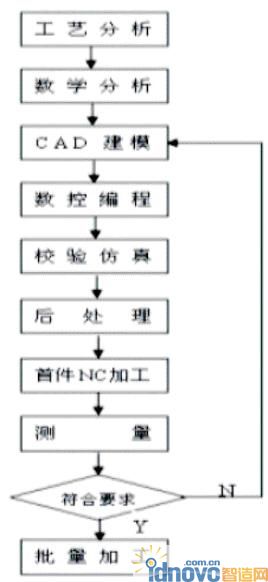
圖2 加工流程
四、UG中葉片加工實例
要加工如圖3所示的某型發動機靜子葉片,編程過程如下。
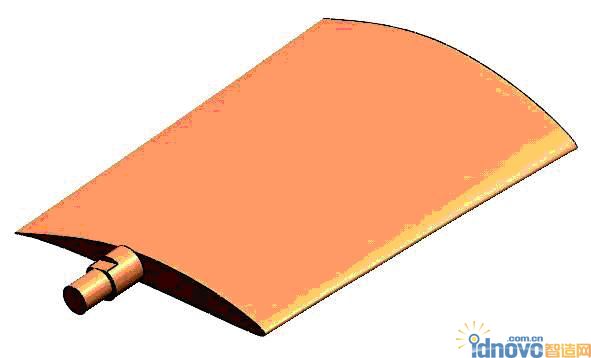
圖3 某型發動機靜子葉片
1.零件造型
曲面造型時,首先由圖紙提供的 截面上的列表點數據定義樣條曲線, 然后再完成曲面定義。
(1)曲線造型
在 U G 軟 件 中 可 先 點 擊“A p p l i c ati o n”→“Mo d el i n g” 進 入 造 型 模 塊 , 然“Insert”→“Curve”→“Spline”或單擊 ,進入樣條曲線定義對話框。
,進入樣條曲線定義對話框。
選擇“T h r o u g h P o i n t s”→“P o i n t sf r o m f i l e”并輸入樣條曲線的列表 點數據文件(如y p11.d a t),單擊“O K”,即可生成通過這些點的樣條 曲線,如圖4所示。用同樣的方法生成 這個截面上的葉盆曲線,如圖5所示。 對這兩根樣條曲線倒圓角,使它成為一 條封閉的曲線,大端的圓角為1.2m m, 小端的圓角為0.23m m,如圖6所示。用 同樣的方法繪制其他9個截面的曲線, 形成如圖7所示的形狀。
(2)曲面造型
選擇“I n s e r t”→“F r e e F r o m Feature”→“Through Curves”或單擊 ,依次選取10個截面的曲線,在對話框中輸入容差等參數,即可由曲線生成曲面,生成相應的葉片零件,參見 圖3。
,依次選取10個截面的曲線,在對話框中輸入容差等參數,即可由曲線生成曲面,生成相應的葉片零件,參見 圖3。
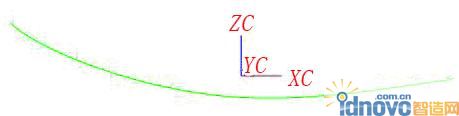
圖4 樣條曲線圖
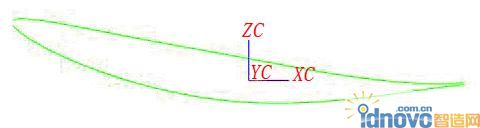
圖5 葉盆曲線
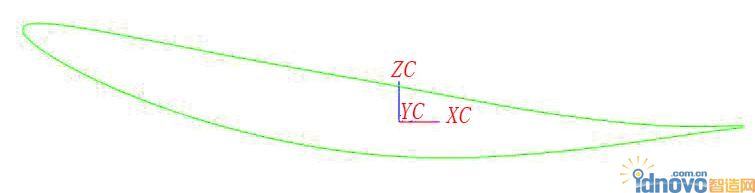
圖6 倒圓角后的封閉曲線
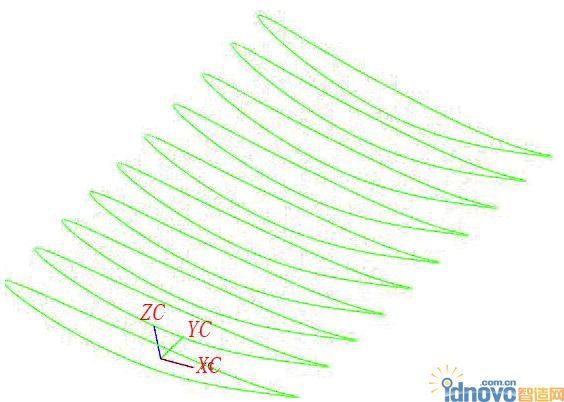
圖7 9個截面曲線
2.刀位軌跡生成與仿真
在這個例子中,假定只對該葉片 進行精加工,那么生成精加工程序的過 程如下。
◎ 進入加工模塊
“Application”→“Manufacturing”,單擊 ,進入“Create Operation”(創建 操作)對話框,如圖8所示進行設置,選用多軸加工方法中的“可變軸銑”。
,進入“Create Operation”(創建 操作)對話框,如圖8所示進行設置,選用多軸加工方法中的“可變軸銑”。
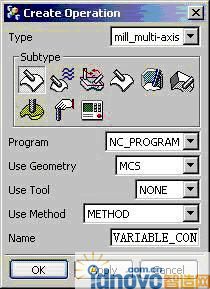
圖8 創建操作對話框
◎進入“可變軸銑”對話框后,設定相應的參數,如圖9所示。在“G e o m e t r y”中單擊 ,選中葉片零件。
,選中葉片零件。
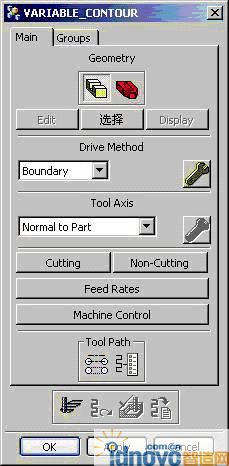
圖9 參數設置圖
◎在“Drive Metho d”(驅動 方法)中選擇“S u r f a c e A r e a”(曲面區域)方法,進入“S u r f a c e A r e aM e t h o d ”對話框,選擇葉片曲面為“D r i v e r G e o m e t r y”(驅動幾何), 其他參數如圖10進行設置,在“T o o l Axis”中選擇刀軸為“4 Axis Normal To D r i v e r”(四軸沿驅動面法向),點擊“OK”回到“可變軸銑”對話框。
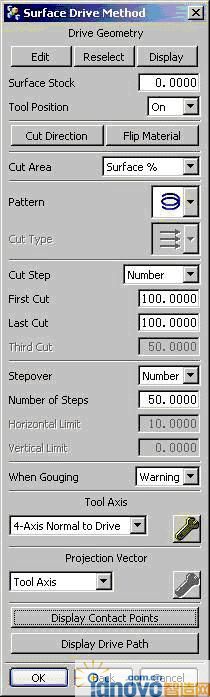
圖10 Surface Area Method對話框
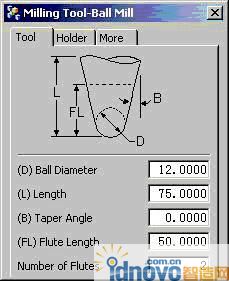
◎進入“G r o u p s”組,新建一把直徑為φ 12m m的球頭刀,參數如圖11 所示。

a) b)
圖11 刀具參數設置
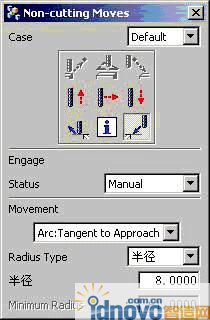
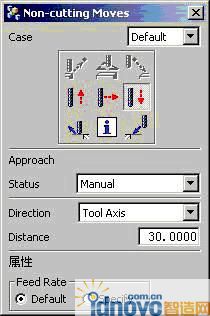
◎回到“M a i n”組,單擊“N o n- C u t t i n g”,進入進退刀設置對話框,按圖12設定。
◎單擊 ,生成葉片加工的刀具 軌跡,如圖13所示。單擊
,生成葉片加工的刀具 軌跡,如圖13所示。單擊 ,可對生成的刀軌進行加工仿真。
,可對生成的刀軌進行加工仿真。
a) b)
圖12 進退刀設置對話框
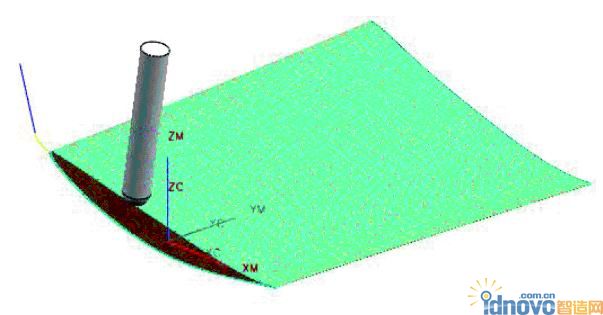
圖13 葉片加工的刀具軌跡
3.后置處理,生成NC程序
單擊 ,進入后置處理對話框(如圖14所示),選擇相應的機床特性文件,生成加工葉片零件的NC程序。
,進入后置處理對話框(如圖14所示),選擇相應的機床特性文件,生成加工葉片零件的NC程序。
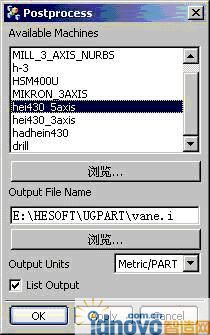
圖14 后置處理對話框
部分程序如下(五軸加工):
……
N57 X-36.763 Y-170.757 Z78.51 A91.04 C10.76;
N59 X-33.86 Y - 1 7 0 . 6 3 4 Z78.422 A90.87 C10.35;
N61 X-30.999 Y - 1 7 0 . 5 0 1 Z78.055 A90.69 C10.31;
N63 X-28.165 Y-170.41 Z77.688 A90.56 C10.51; N65 X-25.305 Y - 1 7 0 . 3 6 9 Z77.591 A90.51 C10.48;
N67 X-22.423 Y - 1 7 0 . 3 2 8 Z77.572 A90.46 C10.25;
N69 X-19.553 Y-170.284 Z77.483 A90.4 C10.14;
N71 X-16.692 Y-170.247 Z77.393 A90.35 C10.1;
N73 X-13.833 Y-170.214 Z77.304 A90.3 C10.08;
N75 X-10.979 Y-170.177 Z77.195 A90.25 C10.1;
N77 X-8.128 Y-170.131 Z77.059 A90.19 C10.15;
N79 X-5.282 Y - 1 7 0 . 0 7 9 Z76.903 A90.12 C10.24;
N81 X-2.44 Y - 1 7 0 . 0 2 2 Z76.737 A90.05 C10.36;
N 8 3 X . 4 0 4 Y - 1 6 9 . 9 6 5 Z76.576 A89.97 C10.47;
N85 X3.251 Y - 1 6 9 . 9 1 2 Z 7 6 . 4 3 4 A 8 9 . 9 C10.55;
N87 X6.104 Y - 1 6 9 . 8 7 Z 7 6 . 3 1 8 A 8 9 . 8 5 C10.58;
……
五、結束語
由于葉片型面是由復雜的三維自由曲面組成,幾何精度要求較高、技術 難度大,傳統的加工方法無法滿足葉片 的精度要求。本文旨在應用U G對葉片 進行實體建模,得到一個理想的三維葉片實體,再根據加工葉片的材料特點, 選擇合理的刀具進行加工。根據葉片的 形狀特點,選擇合理的編程策略、走刀 路徑和進退刀方式。將U G強大的功能 應用于葉片的五軸銑削加工,較好地 解決了葉片批量生產中的質量和效率問 題,能夠取得良好的經濟效益。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF