在大型汽輪機(渦輪機)零件中,葉片的加工是比較難的一個環節。因為 一般的葉片在徑向、軸向都有扭動(俗 稱“3D扭轉葉片”),而且這些葉片的 前緣和后緣曲率變化十分劇烈。這種葉 片實體是由許多曲面構成,同時對于葉 片的表面質量還有很高的要求。加工情 況如果不理想,或者加工精度不高,都會對后續的工作,以及整臺汽輪機的效 率、使用壽命和運行安全帶來致命的影響。因此,目前國內的企業普遍都引入 了三維高端CAD/CAM/CAE軟件,希望提高對于復雜產品的設計、加工能力。
一、葉片加工及結構工藝分析
葉身較長、葉片壁薄是葉片類零件的特點,大多數葉片零件均使用合金不銹鋼作為基體材料,該材料屬于不易銑削加工的材料。合理地對零件進行多軸加工程序的編制,選擇合適的切削用量,因地制宜地選擇刀具材料成為順利加工出該類型零件的關鍵技術之一。
葉片的葉身部分對加工后的表面加 工質量要求很高,因此盡可能采用一條 加工程序完成整個葉身部分的加工,避免產生接刀痕跡。加工中較難切削,切削抗力大,容易引起的變形也大。由于 其截面形狀,在葉盆和葉背方向上抵抗 變形的能力不同,進排邊緣處又較薄, 加工中的變形很復雜,對數控加工提出了很高的要求。
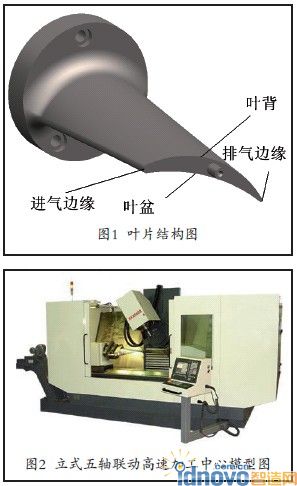
從葉片的結構看,如圖1所示,其葉身部分面較為復雜的空間曲面,各部分的曲率、扭轉變化較大,是典型的薄 壁類零件。由于其為動力等裝置的重要部件,工作條件較為惡劣,因此對零件本身的精度和質量提出了很高的要求。
型面的加工質量直接影響其工作性能, 還可能影響整機性能。葉片的材料要求 有較高的質量—強度比。
二、葉片加工工藝準備
1.機床準備
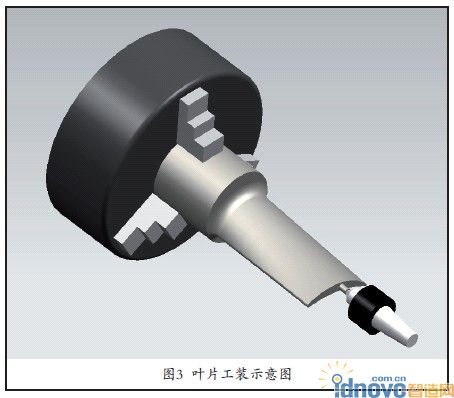
采用立式五軸聯動高速加工中 心,數控機床主要參數X 軸行程900mm,Y 軸行程600m m,Z 軸行程550m m,A 軸 旋 轉 范 圍 0 ° ~ 3 6 0 ° ,B 軸 擺 動 范 圍-90°~90°,刀庫容量40刀位,數控 系統為SIEMENS 840D,如圖2所示。
2.刀具準備
采用HSK高速刀柄,由于加工時葉片的紋理要求所使用的刀具切削刃長度應大于70mm,刀具總長度應大于120mm,并采用整體硬質合金涂層刀具,另外注意刀具夾頭與工件、夾具的干涉。
3.工裝準備
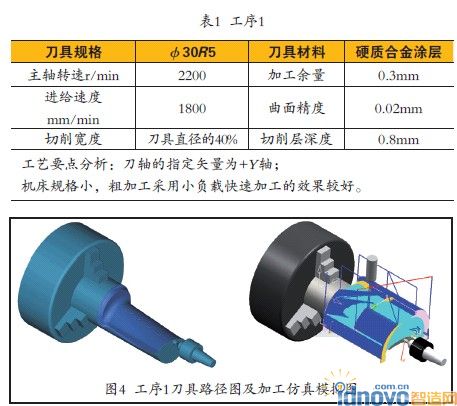
要求安全可靠,體積小、質量輕, 以減小加工時的慣性力矩對工件的影響。另外,裝卸工件要簡潔方便,如圖3所示。
4.測量準備
對于葉片這樣的復雜型面,手工方法無法確定精度,主要采用三坐標測量機進行型面數據檢測。把采集到的數據與幾何建模實體進行比較來檢測加工精度。
5.編程軟件的準備
目前,國外一般應用于葉片的五坐標加工專用加工軟件,主要有美國NREC 公司的MAX-5、MA X-A B葉片加工專用軟件,瑞士Starrag數控機床帶有的葉片加工模塊,還有HyperMill等專用的加工軟件。此外,一些通用的CAD/CAM軟件(如NX、CATIA、Delcam等)也可用于 葉片的加工,本例應用的N X6.0通用編程 軟件。
三、葉片的數控加工工藝過程
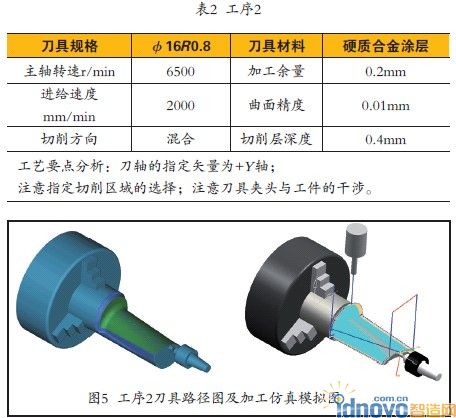
1.φ 30R 5圓鼻刀粗加工工序1的具體內容如表1所示。生成 的刀具路徑和加工仿真如圖4所示。
2.φ 16R 0.8圓鼻刀半精加工
工序2的具體內容如表2所示。生成 的刀具路徑和加工仿真如圖5所示。
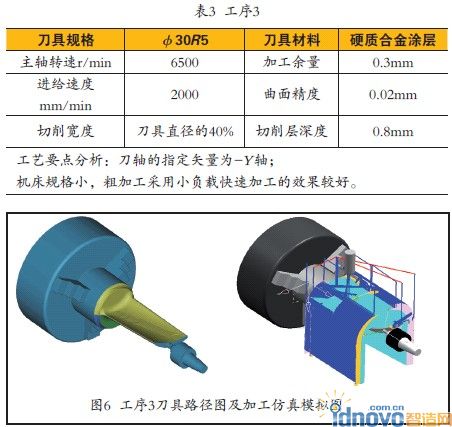
3.φ 30R 5圓鼻刀粗加工
工序3的具體內容如表3所示。生成 的刀具路徑和加工仿真如圖6所示。
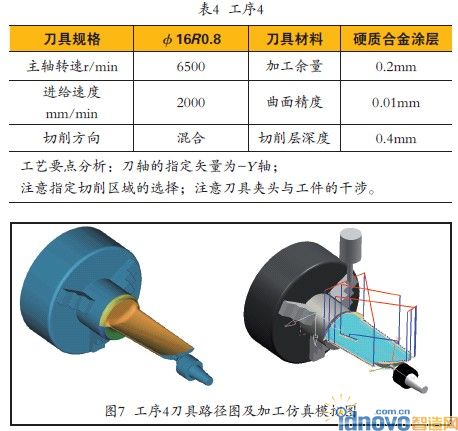
4.φ 16R 0.8圓鼻刀半精加工
工序4的具體內容如表4所示。生成的刀具路徑和加工仿真如圖7所示。



5.φ 8球頭刀精加工葉身
工序5的具體內容如表5所示。生成的刀具路徑和加工仿 真如圖8所示。
6.φ 8球頭刀精加工葉片根部
工序6的具體內容如表6所示。生成的刀具路徑和加工仿 真如圖9所示。
7.φ 8球頭刀精加工葉片根部底面
工序7的具體內容如表7所示。生成的刀具路徑和加工仿 真如圖10所示。
四、葉片數控加工工序6的詳細操作
由于工序6為葉片加工的重點內容,所以本文在這里詳細介紹加工設置。
進入NX6.0加工模塊,單擊 ,進入創建幾何體對話框,如圖11所示。筆者認為葉片葉身精加工時,需建立一個獨立的 工件坐標系,方便刀軸的控制。
,進入創建幾何體對話框,如圖11所示。筆者認為葉片葉身精加工時,需建立一個獨立的 工件坐標系,方便刀軸的控制。
單擊  ,進入刀具創建對話框,選擇球頭刀,起好刀具名稱為R8,單擊應用按鈕輸入刀具參數。如圖12所示。
,進入刀具創建對話框,選擇球頭刀,起好刀具名稱為R8,單擊應用按鈕輸入刀具參數。如圖12所示。
單擊  ,進入“VC_SLORF_AREA_ZZ_LEAD_LAG”創建 對話框,如圖13所示進行參數設置。
,進入“VC_SLORF_AREA_ZZ_LEAD_LAG”創建 對話框,如圖13所示進行參數設置。
進入“VC_SLORF_AREA_ZZ_LEAD_LAG”對話框后,設定 相應參數,如圖14所示。在該對話框內單擊指定部件按鈕,選中葉片零件。
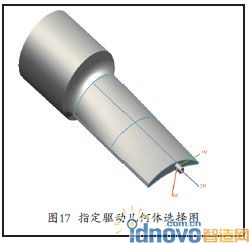
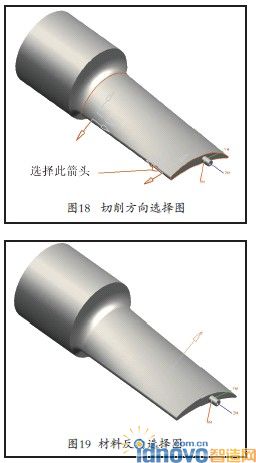
在驅動方法選項中選擇“表面積”方法,如圖15所示。 在選擇“表面積”方法后會彈出“表面積驅動方法”對話框,如圖16所示。單擊“指定驅動幾何體”按鈕后選擇葉片 葉身部分,如圖17所示。單擊“切削方向”按鈕,選擇加工方 向,如圖18所示。單擊“材料反向”按鈕,選擇箭頭向外,如 圖19所示。其他參數設置參照圖16。單擊確定按鈕,返回“V C_ SLORF_AREA_ZZ_LEAD_LAG”對話框。
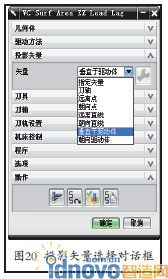
在投影矢量項中選擇“垂直于驅動體”選項,如圖20所示。
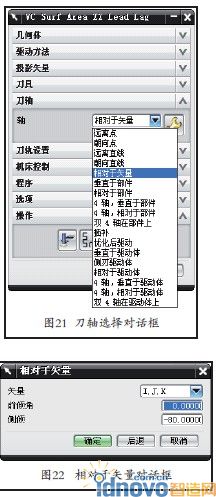
在刀軸項中選擇“相對于矢量”選項,如圖21所示。系統會自動彈出“相對于矢量”對話框,填入相應參數如圖22所示。單擊相對于矢量對話框“確定”按鈕,返回“VC_SLORF_AREA_ZZ_LEAD_ LAG”對話框。
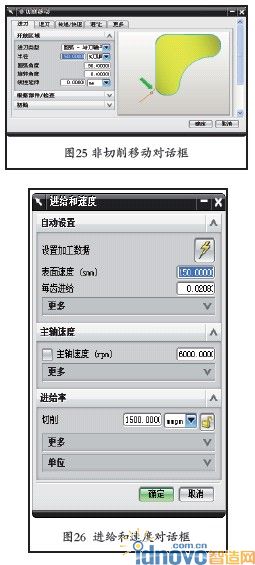
在刀軌設置(如圖23所示)選項 中對“切削參數”、“非切削移動”和“進給和移動”對話框進行設置,如圖24、25和26所示。
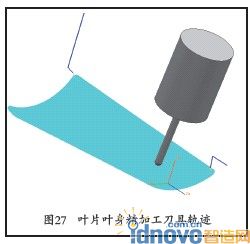
單擊 ,生成葉片葉身精加工刀 具軌跡,如圖27所示。
,生成葉片葉身精加工刀 具軌跡,如圖27所示。



五、整體葉輪的數控加工注意事項

(1)注意刀軸的方向,避免產生干涉。同時注意在進刀和退刀的過程, 尤其是在退刀時,應沿設定的退刀方向退出工件型面,避免發生干涉。
(2 )注意裝夾位置合理,避免刀 具與夾具碰撞。
(3)在裝夾時注意加工中心的行 程,避免超行程。
(4)在進行后處理生成NC程序時, 需要針對加工機床的各項參數來制定后 處理生成文件,N X6.0有自帶的后處理程序應用軟件
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF