詳述G90的使用方法。G90是指外圓車削固定循環指令。
1)外圓切削循環指令格式:
G90 X(U)____Z(W)____F____:
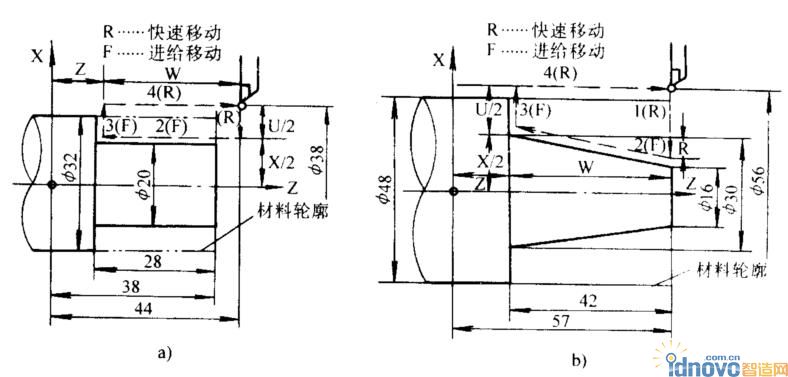
如圖所示,該循環主要用于軸類零件的外圓、錐面的加工。X(U)、Z(W)為車削循環中車削進給路徑的終點坐標,在使用增量值指令時,U、W數值符號由刀具路徑方向來決定。在循環加工過程中,除切削加工時,刀具按F指令速度運動外,刀具在切入、退出工件和返回起始點都是快速進給速度(G00指令的速度)進行的。
2)錐面切削循環指令格式:
G90 X(U) ____Z(W) ____R____F____;
如圖3-15b所示,R為錐度部分大端與小端之半徑差。以增量值表示,其正負符號取決于錐端面位置,當刀具起于錐端大頭時,R為正值:起于錐端小頭時,R為負值。即起始點坐標大于終點坐標時R為正,反之為負。如圖中Z、R均為負值。
G90指令及指令中各參數均為模態值,每指定一次,車削循環一次,指令中的參數,包括坐標值,在指定另一個G指令(G04指令除外)前保持不變。用G90進行粗車時,每次車削一層余量,再次循環時只需按車削深度依次改變X的坐標值,則循環過程依次重復執行。
(3)編程實例
①圓柱面粗車
如圖a所示,零件右端外徑為Φ20,左端外徑為外徑為Φ32,直徑相差很大,加工余量較大,因此,在精車前,必須將大部分余量去除,為此,可使用G90車削循環指令編寫粗車程序,每次車削深度沿X向為lmm,留0.2mm精車余量,則粗車程序為:
……
N30 G90 X31.0 Z 10.5 F0.4;粗車開始程序段,第1次車削深度0.5mm,進給率0.4mm/r
N32 X29.0; 第2次粗車,車削深度lmm,其余參數不變
N34 X27.0; 第3次粗車,車削深度lmm
N36 X25.0; 第4次粗車,車削深度lmm
N38 X23.0; 第5次粗車,車削深度lmm
N40 X20.4; 最后一次粗車,車削深度1.3mm,留0.2mm精車余量。
……
②圓錐面粗車
如圖b所示,零件圓錐面小端外徑為Φ16,大端外徑為Φ30,棒料外徑為Φ48,按錐面粗車符號確定規則,R=16/2-30/2=-7,沿X方向車削度lmm,留0.2mm用于精車,粗車程序如下:
……
N30 G90 X47.0 Z14.5 R-7.0 F0.4; 定義粗車開始程序段,第1次車削深度0.5mm,進給率0.4mm/r
N32 X45.0; 第2次粗車,車削深度lmm,其余參數不變
N34 X43.0; 第3次粗車,車削深度lmm
N36 X41.0; 第4次粗車,車削深度lmm
N38 X39.0; 第5次粗車,車削深度lmm
N40 X37.0; 第6次粗車,車削深度lmm
N42 X35.0; 第7次粗車,車削深度lmm
N44 X33.0; 第8次粗車,車削深度lmm
N46 X31.0; 第9次粗車,車削深度lmm
N48 X29.0; 第10次粗車,車削深度lmm
N50 X21.0; 第11次粗車,車削深度lmm
N52 X19.0; 第12次粗車,車削深度lmm
N54 X16.4; 最后一次粗車,車削深度lmm,留0.2mm精車余量
……
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF