本文介紹了FANUC 0-MD系統的自動原點返回命令及舉例。
G28/G30 自動原點返回 (G28, G30)
1. 格式
第一原點返回:
G28 G90 ( G91 ) X_Y_Z_;
第二、三和四原點返回:
G30 G90 ( G91 ) P2 ( P3, P4 ) X_Y_Z_;
#P2, P3, P4: 選擇第二、第三和第四原點返回
( 如果被省略,系統自動選擇第二原點返回 )
由 X, Y 和 Z 設定的位置叫做中間點。機床先移動到這個點,而后回歸原點。省略了中間點的軸不移動;只有在命令里指派了中間點的軸執行其原點返回命令。在執行原點返回命令時,每一個軸是獨立執行的,這就像快速移動命令(G00)一樣; 通常刀具路徑不是直線。因此,要求對每一個軸設置中間點,以免機床在原點返回時與工件碰撞等意外發生。
2. 舉例
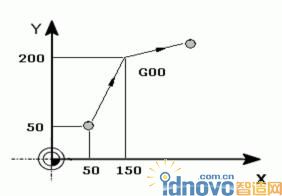
G28 (G30) G90 X150. Y200.;
或者,
G28 (G30) G91 X100. Y150.;
注意:在所給例子里, 去中間點的移動就像下面的快速移動命令一樣。
G00 G90 X150. Y200.;
或者
G00 G91 X100. Y150.;
如果中介點與當前的刀具位置一致(例如,發出的命令是 - G28 G91 X0 Y0 Z0;),機床就從其當前位置返回原點。如果是在單程序塊方式下運行,機床就會停在中間點;當中間點與當前位置一致,它也會暫時停在中間點(即,當前位置)。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF