廣東珠江三角洲廣州地區的鐘表產量占全世界的1/4。為了提高產品的檔次和品質、就要導入高檔的三維CAD/CAM技術,參照瑞士生產高檔鐘表的工藝,適應多品種小批量的市場需求,直接采用(多軸甚至五軸)加工中心制造高檔鐘表,以保證其清晰棱線,堅挺銳角的獨特風格和造型。
CAMAND軟件是CAM領域的一把快刀,是適用于2~5軸的最優秀的軟件包之一,尤以NURBS曲面設計造型和數控加工編程等功能強大而著名。
瑞士威力銘WILLMIN-408加工中心具有五軸五聯動的加工能力。這類五軸機床在編程和后處理上具有代表性。通過對幾個零件的加工實踐探索到了用CAMAND編寫五軸加工程序的方法。
1 基本原理和思想
如圖1所示,利用I-DEAS MASTER SERIES或CAMAMD軟件的CAD模塊進行零件的造型,然后用CAM模塊編程,即可得到數控加工的刀位文件(CL文件),再通過后處理程序(該后處理程序是針對機床結構和數控系統編制的),即可得到數控加工程序。
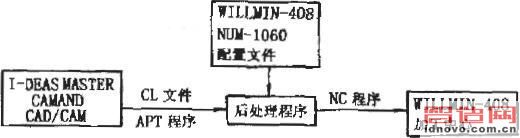
圖1
WILLMIN-408加工中心除X、Y、Z三個直線運動外,還帶有一個擺動盤和一個旋轉工作臺。如圖2所示,旋轉工作臺的中心與工作臺旋轉軸C重合,擺動盤的旋轉軸B與工作臺旋轉軸C垂直相交。該機床是專用于鐘表生產的,在旋轉工作臺的中心裝有專用夾具固定工件,這樣保證了工件的中心就是旋轉軸C,把中心的X、Y值和夾具定位面上的Z值等輸入工件坐標系,以備加工程序調用。
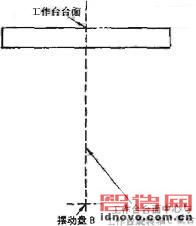
圖2
該加工中心配法國NUM-1060數控系統,針對五軸平面傾斜定義了一個G150代碼,可由系統本身計算出平面傾斜后的坐標變化。如圖3所示,在平面傾斜和旋轉前加工點的坐標為X-10.0 Y-0.0 Z-5.0,為了在平面傾斜30°同時C軸旋轉后,仍能加工到該點,可使用G150代碼,數控系統會計算出平面傾斜后該點的位置。在實際加工中,對簡單的平面傾斜經常使用該功能。實際上在CAM中編程也同樣要建立起工件相對于擺動軸的距離,以生成正確的NC程序。用CAM編寫五軸加工程序,需要定出加工坐標系,該坐標系的原點即擺動軸B的位置,五軸NC程序和三軸NC程序的加工坐標系要一致。如果三軸NC程序以工件底面為Z0,則五軸NC程序Z值都必須減去擺動軸B至工件底面的距離。
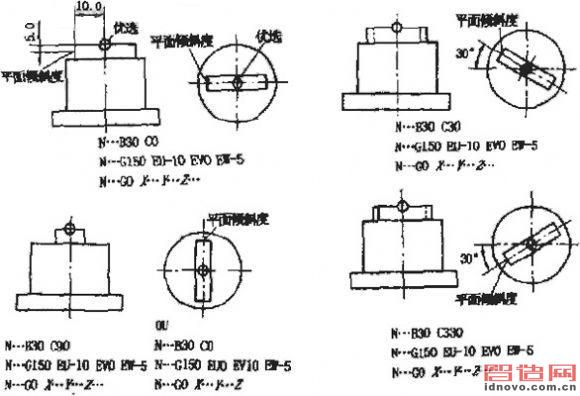
圖3
為檢驗G150或CAM中的配置是否正確,可用圖4所示的簡單零件加工來檢驗。其毛坯是Ø26mm的圓柱,用Ø8mm的立銑刀光上表面,銑矩形20mm×15mm×10mm(三軸加工),再用Ø8mm刀銑出四個槽(五軸加工)。加工后凸臺寬度理論值應為5mm,測量實際值的誤差。用這種簡單零件的試加工證明機床配置正確后,方可進行較復雜的五軸加工或三軸五軸混合加工。
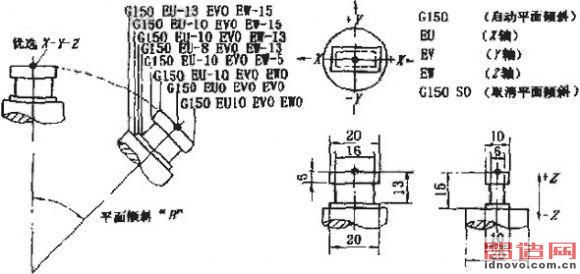
圖4
2 加工實例
圖5所示零件,是一款高檔表的表殼,材料是不銹鋼,毛坯40mm×28m×8mm,中間預鉆Ø8mm孔,方便下刀。下面24mm×21mm×3mm的槽有兩個功能既是裝夾位.也是機芯位。
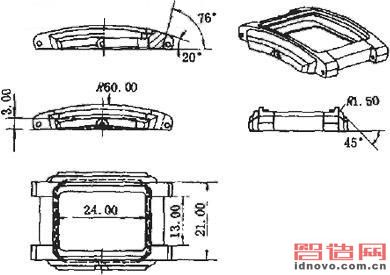
圖5
WILLMIN-408機床最高轉速18000r/min,使用進口Ø13mm玉米銑刀(硬質合金材料),這樣粗加工時,轉速就可達4000r/min,進給速度可達500mm/min,并充分利用五軸加工能力,用圓柱立銑刀側刃加工表殼R60.Omm曲面,用底刃加工毛坯四周材料及開耳處13mm(裝表帶位)、斜面76°和20°,表殼兩側圓弧面R1.5m和斜面45°粗加工用圓柱立銑刀側刃,精加工用成形刀,這樣既提高了效率又保證了表面質量。編程可直接用G150,方便直觀,也可用CAM編程。在玻璃位處,需保證精度,這樣裝配玻璃后密封性能好,防水性好,可達5ATM,甚至1OATM,要保證與R60mm垂直,必須五軸聯動用CAM編程,玻璃位圓角為R1.5mm,故選用Ø3mm立銑刀刀軸矢量控制方式可采用曲面法向(NORMAL),利用投影曲線功能建立刀中曲線,這樣底面的加工質量好一些。刀軸矢量控制也可采用相切TANTO()方式,建立直紋曲面,設置刀具直徑為Ø0.001mm,這樣側面的加工質量好一些。在五軸聯動加工中,進給速度的控制與三軸直線運動不同,三軸中用G94代碼表示;五軸聯動有軸的旋轉運動,為使轉動均勻,被加工表面光順,必須用反比速度,在NUM-1060數控系統中用G93代碼表示,每1mm或1°用了多少秒,而且在每個坐標位置都有一個進給速度,這樣就保證運動均勻,進給速度由CAM軟件生成。整個表殼一次裝夾,加工需時1min左右。
通過幾十款表的加工,總結了一些五軸加工經驗:
加工曲面時可用固定軸(FIX)矢量方式,類似于三軸加工,但軸矢量傾斜一角度,不平行于任一機床軸,這樣用球頭刀加工時,避開球頭刀的端點切削,因該點的線速度為零,可提高加工效率和表面質量。
使用法向(NORMAL)矢量方式時,切點可設定在刀具平面內任意位置,可根據需要指定切點,得到所要曲面,用刀具底面切削的表面質量較好,應盡量采用。
使用切向(TANTO)矢量方式時,最好使用直紋曲面,直紋曲面的方向確定了刀軸方向,故曲面要光順,不能有褶皺和扭曲。
加工曲面時,可建立其法向面或法線,以用來控制刀軸方向,生成加工程序。
為防止過切,在生成五軸加工程序時,要設置好干涉檢查面,并進行刀具軌跡驗證及機床模擬,確保無誤后,方可使用。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF