在加工大余量的鑄造件時,用戶在粗加工作業中都希望獲得較大的切削力。但是,在對加工難度大的高韌性材料(如鈦、不銹鋼和高合金鋼或特種鋼)進行加工時,很多設備時常就達到了其效率或穩定性的極限,滿足不了加工需求。成功實現大難度切削的一個前提就是把機床當作一種多環節的機械加工鏈。設備是基礎,只有當刀片很高的切削力和推力由機架承受的時候,裝機功率才可以成功地轉化為單位時間的切削量。對加工任務的全面觀察,是加工作業能夠高效完成的關鍵。只有把設備、工裝、工件、刀具和加工流程構成的整個系統視為是一個單元,方可達到較高水平、較穩定和經濟性較好的工藝流程(圖1)。
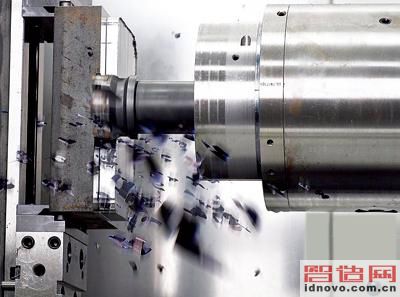
圖1 在切削難度大的作業場合,高的切削速度并非總是
決定性的因素,大的切削深度和大的進給量反而更為重要
設備與加工流程的統一
工藝鏈中最薄弱的環節往往決定能否成功。因此,穩定、高效的設備結合最佳的流程,便是通往成功的一把鑰匙。
Heller公司擁有最新的技術發展水平。在設計H型系列臥式加工中心時,就把功率儲備的因素考慮進去,從而使得堅固耐用的設備可以在最大范圍內得到充分的利用。對此,用于H 2000型(圖2)和H 4000型設備上的雙驅動Z軸也起到了很大的作用。

圖2 H型系列臥式加工中心用于加工量變化
著的批量加工作業,H 2000型擁有雙驅動Z軸
機架和部件的高剛性
瞬間不能決定生產的優劣,因為生產是一個延續的過程。七天生產,三班作業。機床和部件的剛性結構在最初就按照最大剛性和良好阻尼特性進行設計,這也是大難度切削的基本條件。

圖3 線性導軌確保了通往換裝位置門的暢通,并達到操作簡便的效果
H型系列加工中心擁有利用貫穿式拓撲優化了的結構件。研發人員的目標,并非從設計理念出發,去堆積大的重量,相反卻要使設備盡可能地“苗條”。對于設備的工作空間來說,也是如此。這也避免了切屑堆積在表面上,從而使得設備機構變熱等情況的發生。為了優化可接近的程度,線性導軌確保了通往換裝位置門的暢通,并達到操作簡便的效果(圖3)。工作臺擁有一個力矩傳遞的變址,可允許一個4×90的調整。解鎖通過腳動鍵鈕來實現(圖4)。除了單獨的設備配置之外,針對H2000型和H4000型,還提供了兩種選項:Power-Pack適用于從事大難度切削的用戶,對此,除了可以采用17kW/81Nm/10000min-1的標準型主軸之外,也可以安裝使用一個38kW/242Nm/10000min-1型號的主軸。因此,Speed-Pack方案用以針對快速而精確加工輕金屬的用戶(圖5)。這里有兩種軸型可供選擇:一種為40kW/95Nm/10000min-1的主軸,另一種為最大功率達25kW、最大力矩為40Nm和轉速為24000min-1的快速旋轉型Highspeed-Cutting主軸。

圖4 工作臺擁有一個力矩傳遞的變址,可允許一個4×90°的調整
大切削力進一步優化高品質刀具
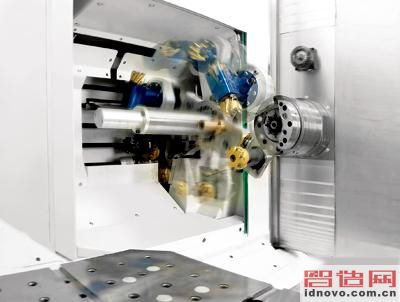
圖5 Speed-Pack可用于快速而高精度的輕金屬加工場合
大難度切削需要用到大的切削力,這對刀具技術提出了極大挑戰,這些差異往往存在于微小的細節上。切削材料的選擇和切削邊緣的造型面臨著特別的挑戰,硬的細顆粒材料、耐磨層、切削邊緣的準備、動態剛性刀具只是一些與大難度切削作業相關的詞條,但是,如果使用了錯誤的切削策略,即使是最好的刀具,也會很快達到它的極限。因此,正確的切削策略結合正確的加工切削參數,這對于接近極限的加工作業來說是至關重要的。此時,一般都采用過程監控技術,如IPM(集成過程監視)。即使刀具失靈,設備和工件也都可以得到有效保護,生產也可通過有效的補位措施,繼續進行下去。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF