在傳統的深切削慢進給加工策略中,由于采用較大的切削深度所以刀具、機床受載荷比較高;較慢的進給速度造成排屑不容易,加工緩慢;所以整體加工效率比較低。
在HSM高速加工中,通常都是以小的切深、大的進給進行加工,就是我們平時所說的小吃快進,HSM可以縮短生產的周期,但是單個加工工序的時間并沒有縮短。
iMachining高效加工策略(HPC)可以實現大切深、大進給進行加工,并且可以實現動態調整。使用iMachining不僅可以縮短我們生產的周期,而且單個工序的加工時間也得到了大幅度的縮短。
高效加工(HPC)與高速加工(HSC)不同的是,他并不只限于提高切削速度和進給速度,而是把優化材料切除率放在首位,旨在通過提高單位時間的材料切除量和降低加工時間(基本時間和輔助時間)來進一步低加工費用。iMachining生成的所有刀路軌跡都是通過接觸角來計算,接觸角是指當刀具旋轉軸為Z方向時,根據刀具和毛坯材料接觸圓弧大小來定義接觸角度,刀具會嚴格按照這個角度進行切削,不會超過我們設定的最大切削角。這種方式與我們之前定義的“行間距”有很大的不同,接觸角方式可以使每次切削的毛坯更加的均勻(如圖1所示)。并且所生成的路徑步距是不恒定的。也就是說是以變化的路徑步距進行加工。可以根據我們目標零件的形狀自動產生擺線與螺旋組合的刀路軌跡。高的進給速度可以根據接觸角的改變進行動態的調整;并且通過進給速度的調整和優化,保證了大切削深度的安全性。
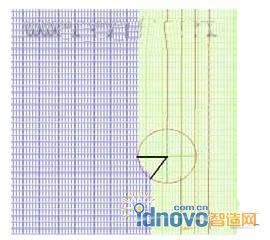
圖1
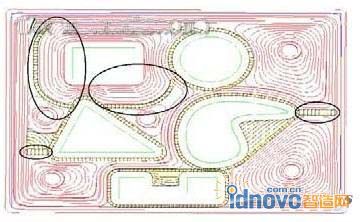
眾所周知,在實際加工過程中為了在局部區域內保證最短時間完成加工,通常會使用螺旋的方式來完成切削,這些區域大多是沒有加工到的地方,顯然擺線加工的方式最為適用。擺線式高速加工過程中,刀具處于動態的全方位切削,刀體沿周邊受力均勻,因此,刀具疲勞破壞的可能性就非常小;刀具向前切削材料也伴隨著向后的空走刀,這樣刀具有充分的時間冷卻,同時,還能自動帶走切屑,從而大大改善切削條件,而且擺線刀路可以避免刀具被工件材料包埋時的情況發生,但是擺線方式會延長加工時間,在整個擺線過程中大約會有30%到50%的時間是不切削的,所以為了即提高加工效率又縮短加工時間,iMachining提供了擺線與螺旋相組合的刀具路徑解決方案。(如圖2所示)
我們先看下面圖3所示,對于加工圖形中邊緣槽部分,我們傳統的做法通常是以深切削慢進給進行加工,或者是用高速加工。一層一層地從外面往里面進行加工,那么他就必須分為多層進行加工(如圖4所示)。
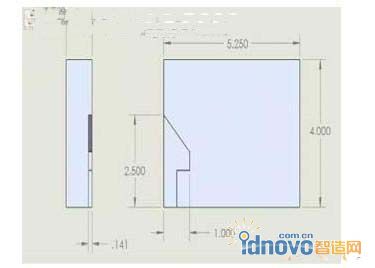
圖3
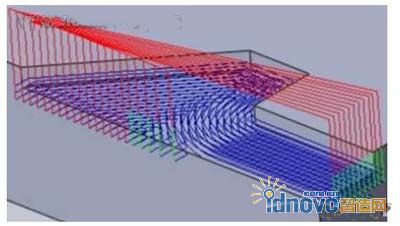
圖4
但當你使用iMachining。那么你將會得到這樣的刀具路徑(如圖5所示)。通過組合的刀具路徑先以擺線的加工方式對邊界區域進行加工,再以環繞的加工方式對殘料區進行快速地去除殘料。他的進給、速度、和步距會自動地進行調節。并且不磨削、不跳刀;光順的刀具路徑,使加工得更快更深不成問題。iMachining加工策略適合所有的加工,優化的轉速和進給,避免發生斷刀。由于傳統的深切削慢進給刀具和機床的受載較大,排削的不容易等因素,因此iMachining加工策略與傳統的深切削慢進給相比,大大的提高了加工效率和表面質量。
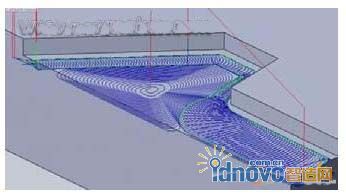
圖5
在高速加工中,采取的工藝方案通常是以高切削速度、高進給率和小切削量的組合,銑削的關鍵特征就是必須擁有高的主軸轉速和高的進給速度,并且具有較短的刀具長度和圓弧連接的光順刀路軌跡。高速加工中可以優化機床的加工性能,提高生產流程的穩定性。可以縮短整體的加工時間,但由于小切削用量的使用,使單個工序的加工時間并沒有減少;而且高速加工對硬件的性能要求比較高,機床的承受載荷比較小,而且刀具磨損比較嚴重。iMachining加工策略通過接觸角和進給速度的自由控制,自動產生擺線和環繞相組合的刀具路徑,在iMachining中,提供了四種不同的進給速度(如下所示),iMachining所產生的加工代碼,它的進給速度是不斷進行變化的。通過最大最小接觸角的控制確保了刀具負載的穩定,光順的刀具路徑避免任何切削方向的突然變化,減少切削速度的降低,從而可以實現大切深、大進給進行加工。
X99.947 Y49.105 F1556.18 (CA=27.)
X100.263 Y48.827 F1885.95 (CA=22.)
X100.574 Y48.523 F1556.18 (CA=27.)
X100.88 Y48.191 F1504.86 (CA=28.)
X101.18 Y47.826 F1971.41 (CA=21.)
X101.481 Y47.411 F2170.02 (CA=19.)
X101.774 Y46.946 F1971.41 (CA=21.)
X101.917 Y46.683 F2065.64 (CA=20.)
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF