本文介紹并分析了超高速數(shù)控鋸床的動(dòng)態(tài)跟蹤。
冶金行業(yè)的鋼管切割通常采用飛鋸來(lái)完成:一般鋼管的運(yùn)行速度為60m/min,為了滿足日益快速發(fā)展的需求,超高速飛鋸應(yīng)運(yùn)而生。本文闡述的是超高速飛鋸用數(shù)控系統(tǒng)來(lái)完成動(dòng)態(tài)跟蹤以及在符合生產(chǎn)需求的參數(shù)下如何選定伺服單元及電動(dòng)機(jī)。筆者希望通過(guò)下面的例子能對(duì)涉及這一領(lǐng)域的同行有所借鑒。 首先我們應(yīng)了解生產(chǎn)需求的參數(shù),如已知鋼管的運(yùn)行速度為180m/min,而飛鋸的切割時(shí)間我們定為2s一個(gè)往返。見(jiàn)圖1。
圖1
圖2
上圖0.2s為加速時(shí)間,加速到速度v為3m/s后開(kāi)始勻速運(yùn)動(dòng),經(jīng)過(guò)0.6s的勻速運(yùn)動(dòng)后開(kāi)始減速。依據(jù)上圖我們可得出加速度:

所以控制系統(tǒng)及伺服電動(dòng)機(jī)應(yīng)滿足以上加速度需求。另外在速度為3m/s時(shí),用滾珠絲杠是達(dá)不到要求的,所以我們選用德國(guó)的WH80直線運(yùn)動(dòng)單元來(lái)完成。下面為伺服電動(dòng)機(jī)轉(zhuǎn)矩的選法:
總轉(zhuǎn)矩為
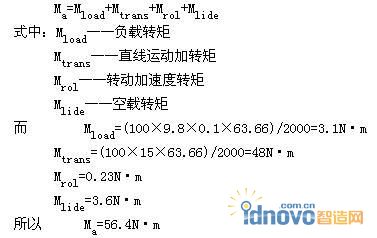
考慮到連續(xù)運(yùn)轉(zhuǎn),最后的轉(zhuǎn)矩M=56.4/(70%)=80.6N·m。而直線運(yùn)動(dòng)單元是由伺服電動(dòng)機(jī)經(jīng)過(guò)齒輪驅(qū)動(dòng)的。經(jīng)查直線運(yùn)動(dòng)單元的移動(dòng)距離為 200mm/r, 如若想達(dá)到3m/s,伺服電動(dòng)機(jī)的轉(zhuǎn)速應(yīng)達(dá)到900m/min ,那么通過(guò)1:3的減速,則電動(dòng)機(jī)最后的轉(zhuǎn)矩為26.9N·m,而電動(dòng)機(jī)所需的速度為2700r/min。通過(guò)以上計(jì)算,我們就能選定比較經(jīng)濟(jì)、并能滿足要求的電動(dòng)機(jī)轉(zhuǎn)矩、功率等。
而實(shí)際中,控制系統(tǒng)我們選定NUM1020T,圖2為該機(jī)床連接示意圖。
此外,只要設(shè)置好包括同步功能在內(nèi)的相關(guān)參數(shù),并編制好PLC及工件加工程序,即能方便地實(shí)現(xiàn)上述功能。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF