引言
激光表面微造型技術(LST)以其加工速度快、對環境無污染和良好的可控性等特點尤為引人注目,利用該技術在摩擦副表面加工出的微觀形貌,可起到動壓潤滑、儲存潤滑油以及收集磨損顆粒等作用。與此相適應,先后有學者就機械密封、缸套/活塞環以及推力軸承等表面的激光微造型技術開展了大量研究,發現微造型形貌可以有效地改善表面潤滑、增強抗磨效果。然而相關研究主要集中于面接觸摩擦副表面,對于凸輪/滾輪副這種線接觸方式的表面幾何形貌同摩擦學性能之間的關系研究較少。本文選用淬火-回火45號鋼作為試樣材料,模擬油泵凸輪工況(低速重載),考察油潤滑狀態下各種造型形貌對45號鋼表面摩擦磨損性能的影響。
l 實驗方法
1.1試件及表面形貌
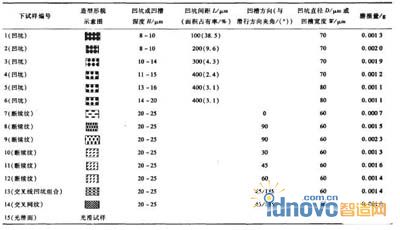
將尺寸為29mm×20mm×8mm的45號鋼試樣用砂紙打磨并進行拋光(表面粗糙度達到R0.1),在二級管泵浦Nd:YAG激光器上對拋光面進行激光微造型處理,采用聲光調Q控制產生脈沖激光,激光波長為532 nm,功率密度在107 W/cm2 左右,重復頻率在5-15 kHz,得到凹坑、斷續槽、交叉網紋等14種表面形貌。WKYO-NT1100型表面微觀幾何形貌測量儀測得的激光微造型45號鋼試樣表面三維形貌如圖1所示。變化這3種基本形貌的組合和幾何參數,構成試樣表面不同的造型方案,各種造型形貌示意圖及幾何尺寸如表1所示。
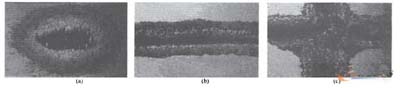
圖1激光微造型試樣表面的三維實體形貌圖
表1激光微造型試件表面形貌、幾何參數、磨損量
1.2實驗方法
實驗研究線接觸油潤滑狀態下,多種激光微造型形貌對45號鋼表面摩擦磨損性能的影響,選用UMT-2型摩擦磨損實驗機的銷盤實驗裝置,如圖2所示,滾輪和盤沿箭頭所示方向相對運動。上試件選用西17mm×9mm的合金鑄鐵滾輪(滾輪周向對稱開有3個螺紋孔3-M6×0.75-6H,鉆深7mm,攻深5mm,相鄰兩螺紋孔中心線夾角120°),并通過標準件銷(下端加工有部分螺紋)與實驗機相連,硬度為58~62HRC,滾輪材料成分如表2所示,下試件為29mm×20mm×8mm的激光微造型試樣或未經激光處理的光滑試樣,材料精選含碳量為0.42%~0.47%的45號鋼,經淬火一回火處理,硬度42~48HRC。實驗中上試件固定,下試件做往復運動,往復行程為6mm。利用傳感器在線檢測接觸面間的載荷和摩擦因數,并通過電腦輸出數據。實驗所用潤滑油為GL-585W/90重負荷車輛齒輪油,相當于GBl3895--1992。粘度等級符合美國SAE 85W/90標準。
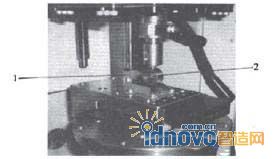
圖2摩擦磨損實驗示意圖
表2合金鑄鐵的成分

實驗步驟:①對每個試樣在線磨合,以保證上下試樣沿滾輪接觸寬度方向基本為均勻線接觸。②將試件在丙酮中超聲清洗20 min后晾干待用。③將晾干的試樣在電子天平上稱量,并做好記錄,電子天平測量范圍0-100g,精度為0.0001g。④實驗前在接觸區域滴加0.2mL的潤滑油,實驗開始后每10min加油一次,以保證上下接觸面間始終處于富油狀態。⑤實驗溫度為室溫20℃,通過上試件加載,施加載荷147 N(允許加載的極大值),下試件往復運動的平均線速度為0.04m/s,每個試樣在線磨合30 rain。⑥實驗結束后,再次對試件進行超聲波清洗和稱量,并對前后兩次的質量進行對比。實驗結束后利用掃描電子顯微鏡(SEM)分析試件的磨損表面,并對表面磨痕及輪廓形狀進行測量。
2結果與討論
2.1耐磨性
摩擦磨損實驗中各激光微造型試樣和光滑45號鋼試樣表面的磨損量如表1所示。可以看出,各種激光微造型試樣表面的磨損量皆低于光滑試樣表面。分析其原因,一方面可能由于微造型形貌可在上下表面問產生一定的流體動壓潤滑效果,將上下接觸面分開;另一方面由于凹坑或凹槽可以起收集磨損磨粒的作用,從而減少了接觸面發生磨粒磨損現象的幾率。此外,驟冷驟熱的激光加工過程,還會引起造型區域表面的材料微觀組織變化,形成具有高硬度和超細組織的硬化層,也在一定程度上提高了45號鋼試樣表面的耐磨性能。
2.2抗擦傷性能
實驗中觀察到:光滑試樣15在磨合后期表面出現冒白煙現象,而激光微造型試樣1-14在磨合過程中未觀察到白煙現象。圖3給出了光滑、微造型試樣磨痕表面形貌SEM照片,可以看出,光滑試樣磨痕表面呈現較為嚴重的粘著、擦傷和疲勞脫落跡象(圖l0a),而激光微造型凹坑和凹槽試樣磨痕表面的粘著、擦傷和疲勞脫落現象相對較輕(圖10b、l0c、10d)。據此可推測,經過激光微造型處理后,45號鋼試樣表面的凹坑、凹槽等結構,更有利于改善表面減摩和抗磨效果,從而顯著提高激光微造型處理表面的抗擦傷能力。

圖3掃描電子顯微鏡下光滑型和激光微造型試件
2.3摩擦學性能
圖4示出了幾種形貌參數各不相同的凹坑(表1中試樣1~6)表面的摩擦磨損性能測試結果。可以看出,除試樣1、2外,同光滑表面相比,帶凹坑的試樣表面摩擦因數較小。也就是說,線接觸時,在富油的情況下,表面的凹坑能起到一定的減摩效果,文獻[11~12]中針對面接觸形式也有過類似結論。
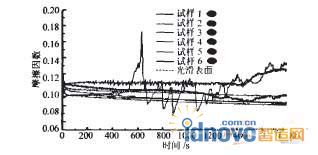
圖4凹坑及光滑試樣表面的摩擦因數
試樣1、2表面的摩擦因數比光滑表面增大的原因:一方面試樣1表面凹坑的面積占有率過大,高達38.5%,而試樣2表面凹坑形狀很不規則(圖5),另一方面可能由于凹坑深度過淺;這些都對其表面摩擦因數的增大有影響。試樣3、4、5、6四種凹坑試樣的深度從淺到深為:試樣3、試樣4、試樣5、試樣6,它們的摩擦因數從大到小為:試樣6、試樣3、試樣4、試樣5。可以看到,凹坑不宜過深也不宜過淺,過深或過淺的凹坑都會引起接觸表面摩擦因數的增大。在一定范圍內摩擦因數隨著凹坑深度增大而減小,但是有一個最佳值,結合實驗結果可知此最佳值為15um左右。

圖5試樣2表面的微凹坑形貌
圖6是交叉網紋、交叉短線和凹坑組合形貌以及光滑表面的摩擦因數。可以看出,網紋表面的摩擦因數與未處理的光滑表面基本相等,而交叉短槽與凹坑的組合形貌表面摩擦因數遠高于光滑表面,但都比光滑表面更平穩。Pettersson等也曾針對面接觸摩擦副指出凹槽或網紋等形貌表面的摩擦因數比光滑面波動小,但大小相同。文獻[13]中針對微造型鑄鐵表面也有相似的結論。
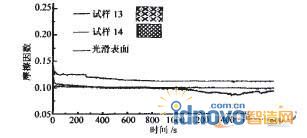
圖6網紋、組合形貌和光滑試樣表面的摩擦因數
圖7為0°~90°(與滑行速度方向夾角)斷續槽及光滑試件表面的摩擦因數。可以看到,凹槽試樣表面的摩擦因數比光滑表面均顯著增大(45°斷續槽表面略有下降),但相對光滑表面較穩定。這說明在線接觸油潤滑狀態下,不論是貫通的或是斷續的凹槽,都會增大表面摩擦。究其原因,一方面潤滑油順溝槽流走,造成了造型區域局部低壓區,使表面油膜變薄,另一方面,在線接觸油潤滑條件下,斷續槽造型使原本光滑、平坦的試樣表面形成了富有規律的凹凸不平狀搓板紋,增加表面粗糙度的同時,增大表面摩擦阻力。此外,在0°-90°斷續槽試樣中,30°斷續槽試樣表面的摩擦因數隨時間不斷下降,并在1600S時降到光滑表面以下,45°斷續槽試樣表面的摩擦因數較光滑表面顯著減小,因此推測斜度在30°~45°之間的斷續槽造型具有一定的減摩效果,且越接近45°減摩效果越好。
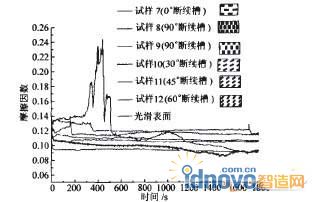
圖7斷續槽和光滑試樣表面的摩擦因數
3 結論
(1)與光滑試樣相比,激光微造型試樣表面的耐磨性和抗擦傷性得到提高。
(2)在線接觸油潤滑條件下,表面凹坑對潤滑的減摩效果明顯,而凹槽效果相反。
(3)凹坑深度和斷續槽的斜度各有一個最佳值,深度或斜度在這個最佳點附近,減摩效果最好。
(4)不論是凹坑、凹槽或是其組合形貌造型表面,它們的摩擦因數均比光滑表面穩定得多。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF