本文介紹了數(shù)控車削系統(tǒng)的活塞外圓加工相關(guān)內(nèi)容。
活塞外部型面的加工精度對內(nèi)燃機(jī)的運(yùn)行性能、油耗和廢氣排放有決定性影響。活塞工作于高溫、高壓和周期性沖擊的惡劣環(huán)境中,受力變形和熱變形非常嚴(yán)重且不均勻。為了使工作狀態(tài)下活塞的外部形狀能與圓柱形缸體相適應(yīng),活塞在常溫下的外部形狀通常都設(shè)計(jì)為異型型面。其沿自身軸線剖面的形狀為近似腰鼓形,垂直于自身軸線剖面的形狀為近似橢圓形。為滿足使用要求,活塞外圓的加工方法一般為車削。而要車削出異型截面的活塞,傳統(tǒng)上采用機(jī)械靠模仿型方法。但靠模制造困難,易磨損,頻響低,活塞換型難,嚴(yán)重制約了加工精度和加工效率的提高。近年來,國內(nèi)外都在研究將數(shù)控技術(shù)應(yīng)用于活塞外圓的加工,并取得了很大進(jìn)展。我們研制的PTC系列活塞外圓數(shù)控車削系統(tǒng),經(jīng)國內(nèi)近30家企業(yè)使用,取得了很好的經(jīng)濟(jì)效益。
1 活塞外圓數(shù)控車削系統(tǒng)的技術(shù)難點(diǎn)
(1)活塞外形的輸入 如果采用一般數(shù)控程序描述活塞外形,數(shù)控程序?qū)⑹铸嫶蠛蛷?fù)雜。把垂直于活塞軸線、距活塞止口處的距離為Z的橫截面的最大直徑(一般垂直于銷孔軸線)D稱為截面的大徑,最小直徑(一般平行于銷孔軸線)d稱為該截面的小徑,E=D-d稱為該截面的橢圓度,形狀描述P稱為截面形式。活塞圖紙上用列表型值點(diǎn)的形式或數(shù)學(xué)公式的形式給出上述三組數(shù)據(jù)或函數(shù)為

式中:f表示橫截面外圓輪廓線上任意點(diǎn)P的向徑與大徑方向間的夾角。這些描述以分段形式給出,每段區(qū)間連續(xù)光滑,區(qū)間連接處為跳變斷點(diǎn)。在我們的系統(tǒng)中,如果圖紙給出的是數(shù)學(xué)公式,則用戶可在函數(shù)列表中選擇或直接輸入函數(shù)公式,控制系統(tǒng)接受并檢查函數(shù)表達(dá)式的正確性、分段區(qū)間的完整性和函數(shù)值域的合理性:如果給出的是型值點(diǎn),則檢查型值的合理性、分段區(qū)間的完整性和擬合函數(shù)值域的合理性,并根據(jù)型值點(diǎn)處于區(qū)間內(nèi)部的情況將擬合曲線向區(qū)間端點(diǎn)延伸。擬合函數(shù)采用兩端點(diǎn)自由形式的三次樣條,延伸段采用與首尾型值點(diǎn)斜率相同的兩直線段。最后將處理結(jié)果轉(zhuǎn)換為數(shù)控?cái)?shù)據(jù),必要時(shí)與傳統(tǒng)數(shù)控指令進(jìn)行融合,并將數(shù)控?cái)?shù)據(jù)以圖形方式輸出。輸出圖形與傳統(tǒng)活塞圖紙的表達(dá)形式相一致,便于用戶檢查與校對。
(2)實(shí)現(xiàn)高頻響的途徑 普通數(shù)控系統(tǒng)的X軸的頻響為1Hz左右,加速度為1g(重力加速度)左右,且受到機(jī)械爬行和反向間隙的影響。由于活塞為異型截面,要求X軸的頻響為120Hz以上,加速度為9g以上,因此必須增加一個(gè)與X軸平行的高頻響的第二個(gè)X軸,我們稱此軸為直線軸。我們采用音圈式直線電動(dòng)機(jī)及直線伺服部件作為直線軸的無間隙傳動(dòng)執(zhí)行機(jī)構(gòu),頻響高于135Hz,加速度大于13g,滿足了車削異型截面的要求。
(3)高分辨率的實(shí)現(xiàn)方法 普通數(shù)控系統(tǒng)的X軸的控制精度為微米級(jí),而活塞橫截面大徑附近的控制精度要求在亞微米級(jí),采用傳統(tǒng)的控制方法不能滿足要求。由于活塞橫截面上直線軸的相對位移小于±0.5mm,所以我們采用12或16位數(shù)模轉(zhuǎn)換器來控制直線軸相對X軸的位移,滿足了控制精度要求。
(4)高頻響四軸聯(lián)動(dòng)的控制方法 如果采用普通具有伺服主軸的四軸聯(lián)動(dòng)數(shù)控系統(tǒng),不僅成本太高,而且不能滿足控制的實(shí)時(shí)性要求。如主軸每轉(zhuǎn)過1°對直線軸控制1次,則控制頻率應(yīng)高于15kHz,普通數(shù)控是無法達(dá)到的。我們對X軸和Z軸采用了通用數(shù)控系統(tǒng)的控制方法,而主軸轉(zhuǎn)角和直線軸的聯(lián)動(dòng)采用了轉(zhuǎn)角為主,雙軸聯(lián)動(dòng)的方法。主軸上安裝有主軸編碼器,計(jì)算機(jī)通過中斷方式檢測主軸的轉(zhuǎn)角,中斷處理程序根據(jù)主軸轉(zhuǎn)角、Z軸和X軸的當(dāng)前位置控制直線軸。這樣既滿足了四軸聯(lián)動(dòng)和實(shí)時(shí)性要求,又可以使用一般主軸而不必采用伺服主軸。在這種思想指導(dǎo)下,控制系統(tǒng)還可以進(jìn)一步簡化:由于活塞外輪廓表面的最大直徑和最小直徑之差一般小于2mm,活塞的加工為流水線大批量生產(chǎn),可以用手動(dòng)X軸調(diào)整一批活塞的最大直徑,用直線軸控制刀尖相對于最大直徑的相對位移,而在加工過程中不控制X軸,就可滿足絕大部分活塞的加工要求。這樣,在通用車床的Z軸上再安裝一位置檢測編碼器,由計(jì)算機(jī)根據(jù)主軸轉(zhuǎn)角和Z軸位置控制直線軸,就可完成對活塞外輪廓的加工。在這種情況下,主軸和Z軸都可以采用普通交流電動(dòng)機(jī)驅(qū)動(dòng),X軸通過手柄調(diào)整,系統(tǒng)成本可大幅度降低。
(5)直線軸控制參數(shù)的調(diào)整方法 對于直線軸,經(jīng)掃頻和系統(tǒng)辨識(shí)可得到其動(dòng)力學(xué)模型為一個(gè)近似的二階系統(tǒng),用傳遞函數(shù)表示為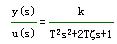 式中:u為加在控制端的輸入電壓,y為直線軸的位移,k為靜剛度,T為時(shí)間常數(shù),Z為阻尼比。對直線軸的機(jī)械結(jié)構(gòu)進(jìn)行精細(xì)設(shè)計(jì),合理選擇伺服部件的靜剛度和運(yùn)動(dòng)部分的質(zhì)量,可以得到滿足使用要求的時(shí)間常數(shù)T和靜剛度k。由于阻尼系數(shù)的動(dòng)態(tài)性能有決定性影響,所以如果z過小,則其階躍響應(yīng)振蕩次數(shù)多,超調(diào)量大,影響工件的輪廓度和表面粗糙度。機(jī)械部件調(diào)整阻尼比難于實(shí)現(xiàn),我們通過在直線軸的運(yùn)動(dòng)件上安裝速度傳感器,由電子線路為系統(tǒng)提供適當(dāng)?shù)淖枘岜取_@樣不僅容易實(shí)現(xiàn),而且調(diào)整范圍寬,阻尼比穩(wěn)定,調(diào)整方法簡單。
式中:u為加在控制端的輸入電壓,y為直線軸的位移,k為靜剛度,T為時(shí)間常數(shù),Z為阻尼比。對直線軸的機(jī)械結(jié)構(gòu)進(jìn)行精細(xì)設(shè)計(jì),合理選擇伺服部件的靜剛度和運(yùn)動(dòng)部分的質(zhì)量,可以得到滿足使用要求的時(shí)間常數(shù)T和靜剛度k。由于阻尼系數(shù)的動(dòng)態(tài)性能有決定性影響,所以如果z過小,則其階躍響應(yīng)振蕩次數(shù)多,超調(diào)量大,影響工件的輪廓度和表面粗糙度。機(jī)械部件調(diào)整阻尼比難于實(shí)現(xiàn),我們通過在直線軸的運(yùn)動(dòng)件上安裝速度傳感器,由電子線路為系統(tǒng)提供適當(dāng)?shù)淖枘岜取_@樣不僅容易實(shí)現(xiàn),而且調(diào)整范圍寬,阻尼比穩(wěn)定,調(diào)整方法簡單。
(6)解決光電隔離的時(shí)間延遲與高控制頻率間的矛盾 由于數(shù)控系統(tǒng)要工作在工業(yè)生產(chǎn)線上,我們對所有輸入輸出信號(hào)都進(jìn)行了光電隔離。但由于系統(tǒng)控制頻率高,簡單地采用普通光電隔離器件不能滿足使用要求。我們采用了脈沖展寬(通過74LS221)、高速光耦(6N137)、時(shí)間片復(fù)用、可重入中斷處理程序等一系列技術(shù)措施,保證了對控制的實(shí)時(shí)性要求。
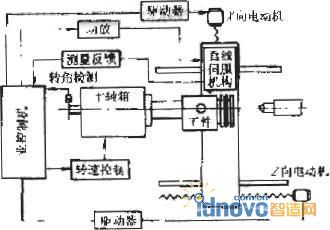
圖1 系統(tǒng)硬件結(jié)構(gòu)
2 系統(tǒng)的硬件結(jié)構(gòu)
系統(tǒng)的硬件結(jié)構(gòu)如圖1所示。采用486以上工業(yè)控制機(jī),通過帶8路中斷的32路數(shù)字量輸入和32路數(shù)字量輸出接口板,完成對機(jī)床操作面板和機(jī)床工作狀態(tài)的監(jiān)測與控制:通過4路D/A板和數(shù)字量接口板完成對直線軸、主軸變頻器和伺服軸的控制:通過3路定時(shí)器板完成系統(tǒng)的各種定時(shí)。圖中主軸的轉(zhuǎn)速控制可為變頻調(diào)速、雙速電動(dòng)機(jī)、普通電動(dòng)機(jī)加手柄變速等:X伺服軸可有可無,無X軸時(shí)由手柄調(diào)整:Z軸可為交流或直流伺服、步進(jìn)電動(dòng)機(jī)、普通交流電動(dòng)機(jī)等。硬件系統(tǒng)的配置情況,包括脈沖當(dāng)量、加減速時(shí)間、插補(bǔ)允差、控制方式、機(jī)床操作面板的信號(hào)分配情況和信號(hào)的有效極性等,可通過系統(tǒng)的配置文件進(jìn)行調(diào)整,系統(tǒng)根據(jù)配置文件決定對各個(gè)軸的控制方式并完成控制過程。系統(tǒng)配置時(shí)應(yīng)使各部件在失電、斷開、失效時(shí)提供給控制機(jī)的輸入信號(hào)為無效狀態(tài)。
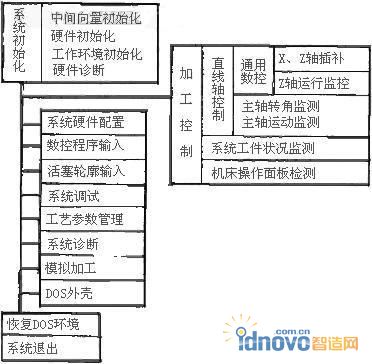
圖2 系統(tǒng)硬件結(jié)構(gòu)
3 系統(tǒng)的軟件結(jié)構(gòu)
系統(tǒng)的軟件結(jié)構(gòu)如圖2所示。控制軟件運(yùn)行于保護(hù)模式,用PASCAL、匯編和C語言混合編制,多窗口交互式工作方式。在平時(shí)進(jìn)行加工時(shí),既可用鍵盤操作,也可用機(jī)床操作面板操作。用戶界面為漢字界面,而目前的大多數(shù)漢字系統(tǒng)都采用了直接寫屏技術(shù),直接寫屏的刷新由中斷級(jí)別最高的1NT8完成。屏幕刷新時(shí)間需要數(shù)百微秒,這對控制的實(shí)時(shí)性要求為數(shù)十微秒的系統(tǒng)是不能允許的。因此,在實(shí)際加工過程中,應(yīng)對1NT8進(jìn)行屏蔽或替換,取消漢字系統(tǒng)的動(dòng)態(tài)刷新,才能保證系統(tǒng)的正常運(yùn)行。
圖2中,通用數(shù)控模塊當(dāng)具有X軸時(shí)使用X、Z軸插補(bǔ),當(dāng)不具備X軸時(shí)使用Z軸運(yùn)行監(jiān)測:直線軸控制是建立在通用數(shù)控和主軸轉(zhuǎn)角監(jiān)測之上的:加工控制中具備機(jī)床操作面板和系統(tǒng)工作狀況監(jiān)測:開機(jī)后30s如不進(jìn)行鍵盤操作則直接進(jìn)入加工控制:初始化后左邊的一系列模塊間的關(guān)系為平行并列關(guān)系,可并行或串行運(yùn)行:右邊一系列模塊和加工控制模塊間的關(guān)系為互斥關(guān)系,不能同時(shí)運(yùn)行,它們之間通過鍵盤進(jìn)行轉(zhuǎn)換:在不加工環(huán)槽或儲(chǔ)油槽時(shí),數(shù)控程序輸入模塊被加工參數(shù)填表輸入模塊所替代,以降低對用戶技術(shù)水平的要求:DOS外殼便于用戶運(yùn)行一些實(shí)用的DOS命令:系統(tǒng)診斷為系統(tǒng)的維修和調(diào)試而設(shè)。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF