一、概論
1 、 CADCAM 軟件經(jīng)過 40 多年的發(fā)展,國內(nèi)外都有了成熟的產(chǎn)品。 PowerMILL 就是英國 Delcam 公司 CAD/CAM 專業(yè)化軟件模塊之一。 Delcam CAD/CAM 系列軟件被廣泛地應(yīng)用于航空航天、汽車、船舶、家用電器、輕工產(chǎn)品和模具制造等行業(yè)。 1991 年 Delcam 產(chǎn)品首次進入中國市場。 1997 年在北京成立 Delcam (中國)有限公司。多年來, Delcam 一直保持 CAM 軟件開發(fā)研究的世界領(lǐng)先地位。 PowerMILL 是一個獨立式的三維加工軟件,它能快速、準(zhǔn)確地產(chǎn)生無過切粗加工和精加工刀具路徑。 PowerMILL 能讀入各種 CAD 系統(tǒng)產(chǎn)生的三維模型,提供完善的加工策略,進行完全的加工。
2 、 東風(fēng)鍛造有限公司引進了 Delcam 公司的 POWERSHAPE 和 POWERMILL 軟件,利用該軟件完成三軸數(shù)控銑床加工鍛造機鍛模具的 NC 程序。我們利用該軟件中的 POWERSHAPE 模塊進行模具型腔的三維造型 ( 或其它軟件 ) ,然后把三維圖形導(dǎo)入 POWERMILL 模塊中,根據(jù)模具的形狀特點、不同的工藝要求和精度要求,靈活的選用該系統(tǒng)提供的各種加工方式和加工參數(shù)進行三軸數(shù)控銑床的模擬加工,后置處理形成數(shù)控銑床的 NC 代碼,然后傳送到機床進行加工。至今已經(jīng)在鍛造模具加工中使用了 5 年,由于鍛模的形狀復(fù)雜、型腔窄深、品種繁雜的特點,在軟件的加工策略和加工功能的基礎(chǔ)上總結(jié)了一些加工工藝方法和技巧,在保證使用的情況下,采用合理的經(jīng)濟精度和經(jīng)濟的粗糙度,提高鍛模的加工效率。
二、鍛模的種類、特點及技術(shù)要求
1 、我廠主要生產(chǎn)汽車鍛件,鍛模全部由本廠自己生產(chǎn),因此鍛件的種類決定了鍛模的品種,主要鍛件有連桿、曲軸、前軸、輪轂、萬向節(jié)叉等,因此鍛模型腔復(fù)雜,單件小批量生產(chǎn),因此采用數(shù)控加工比較適合。鍛件的不同鍛造生產(chǎn)工序也不相同,但是基本工序為預(yù)鍛——終鍛——切邊——校正。預(yù)、終、校鍛模的共同點就是上、下分為兩大模塊,預(yù)、終鍛模型腔基本相同,要求也相似,所以加工基本相同。切邊模具又分為切邊凸模和切邊凹模,加工就完全不同,而校正模具又和終、預(yù)鍛有所區(qū)別,加工當(dāng)然有所區(qū)別。
2 、鍛件的不同模具的精度要求也不同,工序的不同模具要求也有所不同。因此模具制造的技術(shù)條件很多,下面列舉要采用數(shù)控加工部分的一些通用技術(shù)要求;
(a) 鍛模的制造標(biāo)準(zhǔn)規(guī)定所有尺寸最小公差為± 0.08mm ;
(b) 終、預(yù)鍛型腔的表面粗糙度為 Ra1.6 ;
(c) 飛邊橋部粗糙度為 Ra3.2 ;
(d) 飛邊倉部的粗糙度為 Ra12.5
(e) 切邊凸模型腔與鍛件凸臺必須留有間隙 1.5 —— 2mm, 甚至更大些;凸模外輪廓與凹模之間也有 1 - 2mm 的間隙。
(f) 校正模的型腔也和凸模型腔一樣有類似的技術(shù)要求,就是型腔的凸臺等特殊部分和鍛件要有間隙。
(g) 部分鍛模由于模具結(jié)構(gòu)增加了鎖口,雖然尺寸技術(shù)要求不是很高,但是要求凸和凹鎖口單面配合間隙是 0.3mm 。
3 、經(jīng)過以上對鍛模的特點和技術(shù)要求分析,一般情況下鍛模只是部分采用數(shù)控加工,特殊情況下全部采用數(shù)控加工,經(jīng)常采用數(shù)控加工的部分為:
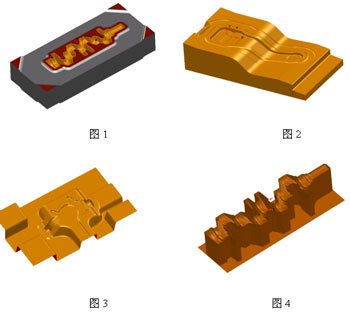
( A )預(yù)、終鍛模模塊的外形不采用數(shù)控加工,如圖 1 終鍛鍛模型腔(中間黃色部分)、一定是采用數(shù)控加工;而部分模具的倉部(邊緣灰色部分)采用數(shù)控加工。橋部(紅色部分)大部分模具不需要數(shù)控加工;如圖 2 所示部分曲面分模的橋部和如圖 3 帶凸瑣口的上模等需要數(shù)控加工。
( B )校正模具只有型槽進行數(shù)控加工;如果曲面分模就要全部采用數(shù)控加工;如一些臂類零件
( C )切邊凹模刃口采用數(shù)控加工,倉部一般不采用數(shù)控加工;
( D )切邊凸模不但型腔而且外輪廓也要部分或全部數(shù)控加工 ( 如圖 4 凸模 ) 。
( E )模具鎖口的精加工采用數(shù)控加工,這樣可以保證配合間隙。
三、鍛模的數(shù)控加工工藝及 POWERMILL 模擬加工流程
1 、鍛模的數(shù)控加工基本工藝
不同類別和大小的鍛件決定了不同規(guī)格的的鍛模,因此數(shù)控加工工藝有所區(qū)別,但是基本方法相同,就是開粗——半精加工——精加工,加工的思路是萬變不離這個初衷,下面就是中、小曲軸的鍛模的基本數(shù)控加工步驟:
⑴φ 50R8 或者φ 30R5 大刀全面粗加工(加工余量為 1 — 1.5mm );
⑵φ 20R4 半粗加工 ( 加工余量為 0.8 — 0.5mm)
⑶φ 10R3 半精加工 ( 加工余量為 0.3 — 0.5mm)
⑷φ 10R5 精加工 ( 尺寸精度根據(jù)技術(shù)要求達到 )
⑸φ 6R3 清根
2 、 POWERMILL 軟件中的模擬加工步驟為:
㈠產(chǎn)生毛坯:根據(jù)鍛模模塊的大小計算產(chǎn)生毛坯(圖 5 );

㈡選擇進給和轉(zhuǎn)速:根據(jù)刀具和經(jīng)驗確定(圖 6 );

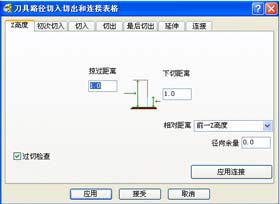
圖8
㈣選擇切入與切出方式、刀具連接方式、抬刀方式等:根據(jù)加工方式、加工策略和刀具確定具體數(shù)值和方式(圖 8 );
㈤選擇刀具:利用刀具庫選擇刀具參數(shù),確定刀具形狀;
㈥選擇加工策略確定加工參數(shù):選擇加工精度、加工余量、切深和切寬等主要參數(shù)后,就可以進行計算模擬加工;

圖9
㈦模擬仿真加工結(jié)果、檢查加工過程;
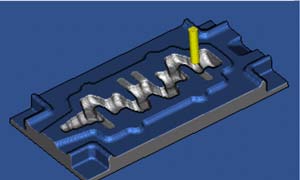
圖10
㈧后置處理,產(chǎn)生數(shù)控銑床的 NC 代碼
%
N10G40
N20G90G80G17
N30G05.1Q1
N40M50
N50G54G90
N60G0X-35.198Y-13.547S3000M3
N70Z1.
N80G1Z-.394F500
N90X-35.184Y-14.047F2000
N100X-36.97Y-14.386
N110X-38.478Y-14.962
N120X-38.965Y-15.227
N130X-40.96Y-17.04
。。。。。
N2130X22.455Y18.045
N2140G0Z6.
N2150M9
N2160M30
四、使用 POWERMILL 軟件的加工技巧實現(xiàn) NC 程序的優(yōu)化
1 、利用軟件的功能,實現(xiàn)經(jīng)濟精度的加工
根據(jù)鍛模的技術(shù)要求,把模具按照尺寸精度分區(qū)域進行加工,就是把型腔和倉部分別加工,這樣倉部就可以一步加工到位,不必再進行粗精加工。
利用軟件產(chǎn)生的邊界,單獨加工邊界的內(nèi)、外部分,這樣尺寸精度和粗糙度就可以獨立控制。如圖 11 中用紅色的曲軸輪廓線把倉部和型腔分開,綠色是正在加工的倉部。
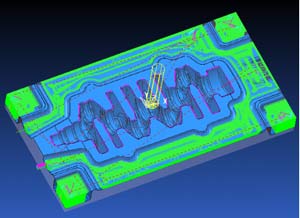
圖11
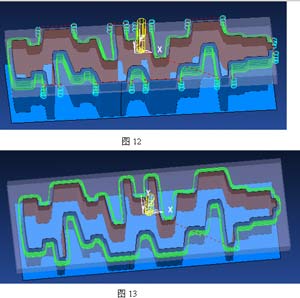
2 、利用軟件毛坯可以調(diào)解大小的功能使加工路徑連續(xù),避免無意義的抬刀
軟件模擬的毛坯是根據(jù)模塊的大小進行計算產(chǎn)生的,因此在加工如圖 12 所示的刀具路徑是斷開的,因為根據(jù)模塊計算的毛坯不夠一個刀具的直徑寬度,軟件示為不可加工,因此不夠刀具直徑的寬度的地方,模擬加工時它為了避免過切,就自動抬刀跳到下一個可以加工的地方。但是毛坯具備放大和縮小功能。所以在加工外輪廓的時候可以利用此功能來實現(xiàn)刀具路徑的連續(xù)。如圖 13 就是人為加大毛坯的寬度到刀具直徑后,刀具路徑連續(xù),使加快平穩(wěn),節(jié)約刀具,提高加工速度。
3 、利用軟件中刀具路徑的裁減編輯功能優(yōu)化程序,減少抬刀時間
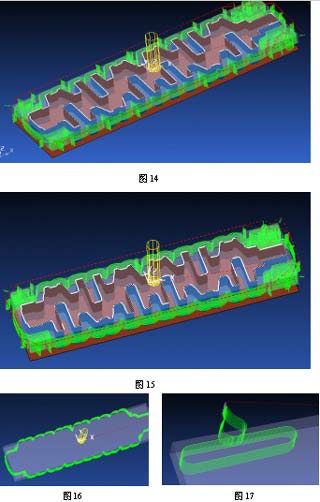
如圖 14 是利用φ 50R8 開粗曲軸凸模外輪廓,加工方法就是標(biāo)準(zhǔn)的加工余量 1.0mm, 利用軟件直接計算的結(jié)果 。標(biāo)準(zhǔn)的開粗加工是分層加工,同一層的所有部分加工完畢后再同時加工下一層,這樣抬刀就增多(圖 14 中紅色的線為抬刀),加工時間為: 1 小時 03 分鐘,抬刀時間為 282 次;
如圖 15 是和圖 14 一樣的加工方法,只是加工余量改為 8.0mm ,也是軟件直接計算的結(jié)果。加工時間為 53 分鐘,抬刀時間為 173 次;
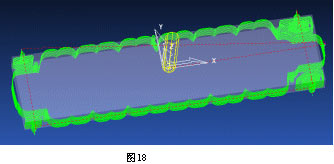
如圖 18 是利用刀具路徑編輯功能進行刀具路徑裁減,分成幾個獨立的部分(圖 16 ,圖 17 是分程序)后再合并成一個程序,也就是讓它在同一個地方加工完成后再跳到下一個區(qū)域進行加工,避免了抬刀次數(shù)多浪費加工時間。經(jīng)過編輯后的程序加工模擬時間為 35 分鐘,抬刀次數(shù)為 65 次
4 、改變鍛模局部粗精加工次序優(yōu)化加工程序
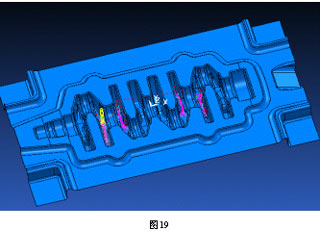
目前很多中、小曲軸的曲柄局部尺寸的截面很小,而且較深,φ 10R5 刀具沒有辦法加工到尺寸,必須采用φ 6R3 刀具才能進行加工,因為刀具越小,要求切深和切寬的參數(shù)越小,因此加工的時間越長。所以在加工過程中,不是加工時間過長,就是造成φ 6R3 的刀斷,使加工無法進行下去;經(jīng)過長時間的摸索認(rèn)為還是利用大刀精加工,只是局部改變常規(guī)原則開粗——半精加工——精加工的方法,并且分塊加工,然后把程序合并成一個整體,這樣使模具加工順利,也不會因為使用小刀精加工造成程序過長。如圖 19 曲軸數(shù)控加工工藝為:
⑴φ 50R8 或者φ 30R5 大刀全面粗加工(加工余量為 1 — 1.5mm );
⑵φ 20R4 半粗加工 ( 加工余量為 0.8 — 0.5mm)
⑶φ 10R3 半精加工 ( 加工余量為 0.3 — 0.5mm)
⑷φ 10R5 精加工后可以加工到的部分全部加工到尺寸
⑸φ 6R3 局部粗加工(先分塊加工,然后合并成一個程序輸出到機床)
⑹φ 6R3 局部精加工(同上)
⑺φ 6R3 全部清根
5 、利用輔助程序優(yōu)化加工程序,減少重復(fù)加工
在上面的曲軸加工過程中,雖然改變局部粗、精加工順序解決了曲軸加工中的難題,但是在實現(xiàn)的過程中又出現(xiàn)了一個新的問題需要解決,就是利用φ 10R5 精加工后,φ 6R3 從那里開始進行粗加工,又從哪里開始進行精加工,型腔比較復(fù)雜邊界如何確定,如果邊界過大造成加工時間長,如果邊界過小造成刀斷。
如何解決這一矛盾,只有利用軟件功能,但是軟件中只有粗加工時才能進行后一把刀具參照上一把刀具的殘留加工,而精加工程序沒有辦法參照路徑加工。而該工藝中φ 6R3 的前一把粗加工程序采用的是φ 10R3 刀具,只有該程序可以進行參照,如果參照那么φ 6R3 的局部開粗程序的范圍就擴大了,也有部分重疊的加工區(qū)域,因為實際上φ 10R5 已經(jīng)加工過了的區(qū)域又重新加工了。
這樣就引進了輔助程序的概念。輔助程序就是在軟件模擬加工過程中起到輔助的作用,但是在輸出 NC 程序時不再輸出,就是在實際加工鍛模的時候此程序不會出現(xiàn)。實現(xiàn)的方法就是利用軟件,采用φ 10R5 刀具產(chǎn)生一個粗加工程序,并且可以把尺寸精度控制在必要的精度,然后φ 6R3 局部開粗程序就可以參照這個假設(shè)的程進行加工,這樣該程序的加工范圍剛好適合,避免了重復(fù)加工,節(jié)約了加工時間。如圖 20 就是一個曲柄中參照后的粗加工程序。
6、 利用負(fù)余量的加工和進退刀選擇,實現(xiàn)鎖扣的間隙配合及減少輔助加工時間
前面已經(jīng)提到,鍛模的鎖扣凸、凹間隙是 0.3mm ,理論配合當(dāng)然沒有問題,但是實際加工常常出現(xiàn)配合問題,都是間隙過小。但是尺寸精度和表面粗糙度并沒有特殊要求,只是間隙控制比較嚴(yán)格,這樣就給加工留有選擇的空間。尺寸精度比較好控制,只要控制在 0.02mm 即可。但是如果表面粗糙度低,那么就把間隙吃掉一部分,配合出現(xiàn)問題;如果表面粗糙度高,加工時間過長;為節(jié)約加工時間,提高效率,就是可以利用軟件中加工余量可以選擇負(fù)值的功能解決這個矛盾。
因為表面粗糙度越低,走刀越快,加工效率越高,所以首先把凸、凹鎖扣的表面粗糙度控制在 Ra6.3 即可,這樣凸、凹鎖扣表面的加工的殘留高度都是 0.063mm ,鎖扣配合時間隙就被殘留高度吃掉了 0.126 mm ,所以鎖扣間隙只有 0.174 mm ,當(dāng)然出現(xiàn)問題,這還是理論計算,實際加工還有刀具的偏移問題,因此在此計算的基礎(chǔ)上加上實際經(jīng)驗,加工余量采用- 0.2 mm —— 0.5 mm 左右,幫助消除殘留帶來的配合后患,又一次實現(xiàn)經(jīng)濟精度和經(jīng)濟粗糙度的概念。
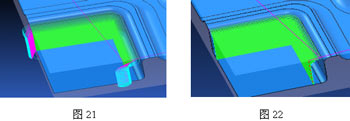
另外由于鎖扣的加工大都是精加工,進退刀具可以選擇直線或者無,這樣可以節(jié)約加工輔助時間。如圖 21 和 圖 22 是前后方式的對比。
7、 利用軟件加工參數(shù)的設(shè)定實現(xiàn)凸模型腔經(jīng)濟粗糙度的概念
前面已經(jīng)分析過,凸模型腔與鍛件存在間隙,并且在 1.0mm 左右,因此間隙部分根本沒有必要加工到表面粗糙度 Ra1.6, 而加工到 Ra3.2 或者 Ra6.3 完全可以達到使用要求。因此如圖 23 (綠色部分) 就把型腔分成兩個部分,只把和鍛件接觸部分的加工參數(shù)設(shè)定為達到 Ra1.6 的要求,而其余部分的參數(shù)加大,這樣可以節(jié)約加工時間,而不影響鍛模的使用。從而實現(xiàn)經(jīng)濟粗糙度的概念。
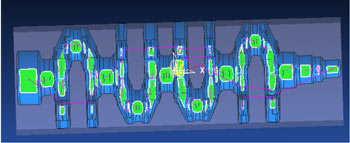
圖23
五、結(jié)束語:
據(jù)有關(guān)資料報道:模具制造的生產(chǎn)成本粗略的分布為:
切削 65%
工件材料 20%
熱處理 5%
裝配 / 調(diào)整 10%
這也非常清楚的表明了良好的金屬切削性能對模具的經(jīng)濟生產(chǎn)的重要性。與傳統(tǒng)的加工方法相比,采用數(shù)控加工的鍛模從提高加工質(zhì)量、提高生產(chǎn)效率、減輕工人勞動強度、降低生產(chǎn)成本等方面,其效果都十分明顯,但是提高鍛模的切削經(jīng)濟性 99 %取決于數(shù)控程序。因此經(jīng)過 5 年來的實踐和摸索,依靠 POWERMILL 軟件,從鍛模的經(jīng)濟精度和經(jīng)濟粗糙度的概念入手,實現(xiàn)了鍛模的分區(qū)加工、同一型槽不同精度的加工、引入輔助程序的概念等技巧,提高了鍛模的加工效率。技術(shù)是無止境的,這里只是拋磚引玉,希望今后涌現(xiàn)出更多有興趣的技術(shù)人員,更深入的研究開發(fā)數(shù)控加工軟件的各種功能和技巧,更進一步提高鍛模的加工效率。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF