接上期:
一、PowerMILL加工輪胎花紋的數(shù)控編程
1. 三維模型的分析
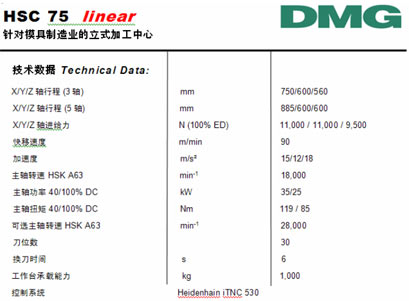
A, 首先,先導(dǎo)入三維模型,仔細分析并且測量圖檔,確定方便快捷的裝夾方式,由此可以確定輪胎模具的尺寸并且創(chuàng)建工作坐標(biāo)系,如圖7所示。Powermill提供強大的坐標(biāo)系創(chuàng)建功能,按照加工的區(qū)域而異創(chuàng)建坐標(biāo)系以滿足加工需求。根據(jù)三維模型的形狀和尺寸,選擇使用人性化控制系統(tǒng)HEIDENHAIN i TNC530和具備高扭距高進給(所有軸都采用直線電機驅(qū)動)的DMG HSC75 linear 5 Axis 上加工此輪胎模具。以下是HSC75linear的技術(shù)參數(shù)和機床圖片:
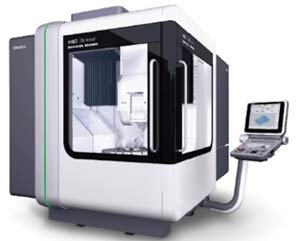
主要特點 Highlights:
所有軸都采用直線電機
標(biāo)準(zhǔn)配置配有18,000rpm的主軸電機和提升式排削器
兩扇大型艙門提供了卓越的可操作性
良好的排屑性能
配置旋轉(zhuǎn)工作臺和擺動頭可實現(xiàn)5軸加工
B. 坐標(biāo)系創(chuàng)建在毛坯的上表面正中心位置。
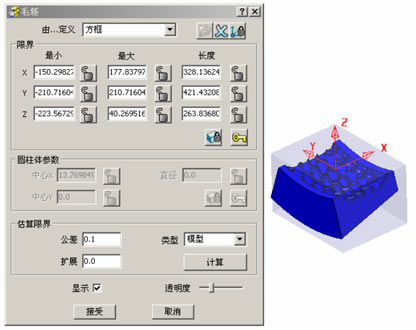
圖7
C. 刀具的選擇,通過仔細的分析,創(chuàng)建符合加工要求的刀具。可通過powermill特有的功能偵測三維模型的的最小半徑,以方便確定最小刀具的使用,如圖8所示。
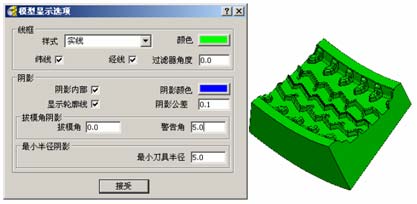
圖8
按照三維模型選擇盤形銑刀、平底端銑刀、刀尖圓角端銑刀、球頭銑刀。
盤形銑刀主要用于切削毛坯開粗加工和兩個傾斜端面的粗加工。選用Φ40R5、Φ20R3。
刀尖圓角端銑刀主要用于花紋塊型腔的開粗加工、型腔底面的清根精加工等,選用Φ10R0.5、Φ6R0.5、Φ8R0.5。
平底端銑刀主要用于直紋弧面精加工和底面清角,選用Φ16、Φ3。
球頭銑刀主要用于各型面的精加工、局部清根加工等,選用Φ6R3、Φ3R1.5、Φ1.5R0.75、Φ1R0.5。
3. 工藝工步的編輯
在工藝編輯的過程中,根據(jù)已經(jīng)確定好的裝夾方式及選用的刀具來安排加工順序,定義加工范圍、刀具路徑參數(shù)和機械參數(shù)(如轉(zhuǎn)速、進給量、切深、切寬、加工余量等)。以下是輪胎模具的刀路軌跡的生成:圖9至圖22
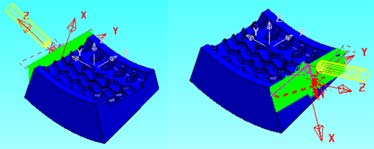
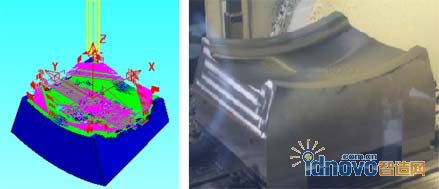
圖9
毛坯是一個四方的CK45,型腔部分選用Φ40R5的盤形銑刀快速去除毛坯的多余材料;至于兩側(cè)面的多余材料,必須創(chuàng)建垂直于兩側(cè)端面的坐標(biāo)系,從而產(chǎn)生3+2定位的刀具路徑。右下角是粗加工后的材料形狀。
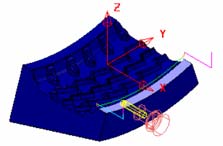
圖10直紋弧面精加工
很顯然,此策略也是采用3+2定位加工,選用Φ16平底端銑刀的側(cè)刃精加工直紋弧面。
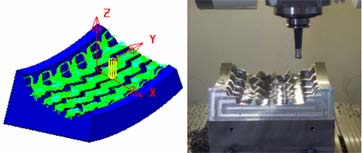
圖11續(xù)粗
選用Φ20R3的盤形銑刀進行續(xù)粗,右邊是續(xù)粗后的形狀。
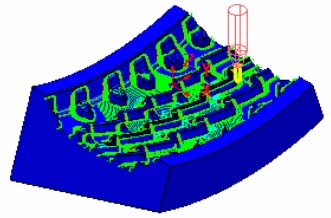
圖12 粗清角
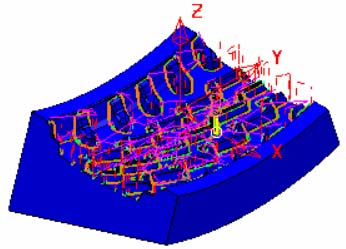
圖13 粗清角
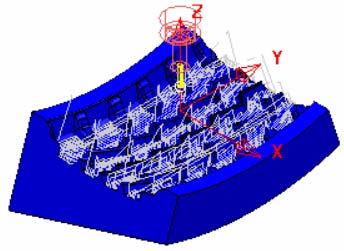
圖14中光底曲面
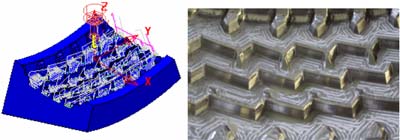
圖15精加工底曲面
底部曲面的加工需要五軸同步輪廓加工,即五軸聯(lián)動加工。采用Φ8R0.5的刀尖圓角端銑刀啟動M128刀尖跟隨功能,簡便而快速。圖15右邊的就是此策略加工后的結(jié)果。
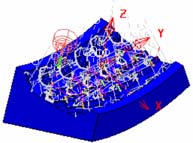
圖16半精加工清角
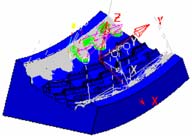
圖17半精加工兩側(cè)面
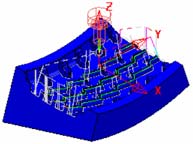
圖18 半精加工和精加工花紋側(cè)面
余量均勻化是精加工的重要前提。經(jīng)過粗加工后,大部分余料已經(jīng)去除,但型腔型面上的余料為臺階狀,并不均勻,為使余量均勻并為后面的精加工做準(zhǔn)備,需進行半精加工。
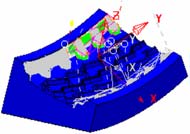
圖19精加工兩側(cè)面
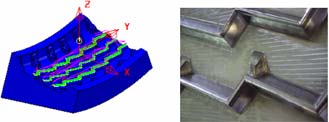
圖20精加工中間區(qū)域,結(jié)果見右邊
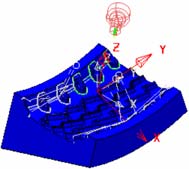
圖21 兩側(cè)清角
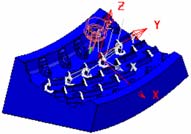
圖22中間清角
以上各單節(jié)距的粗/半精/精加工/清角刀具軌跡生成后,可根據(jù)花紋塊節(jié)距排列圖經(jīng)旋轉(zhuǎn)復(fù)制形成整塊花紋塊的粗/半精/精加工/清角刀具軌跡。
刀具路徑的生成后,通過軟件高級功能--機床的仿真模擬檢查其正確性,并且確保沒有碰撞,起到安全保護!如圖23所示
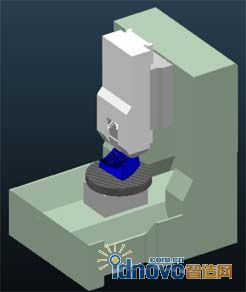
圖23
二、后處理與加工
優(yōu)化后的刀路路徑通過千錘百煉調(diào)試出來的后處理文件,生成HEIDENHAIN可識別的NC程序和如圖24所示的NC加工表單。
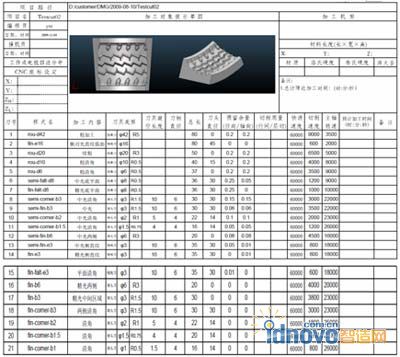
圖24
最后將生成HEIDENHAIN格式的NC程序輸入到HSC75linear 五軸機床的TNC目錄下,嚴(yán)格按照NC加工表單選擇符合要求的刀柄安裝相對應(yīng)的刀具,加工后得到如圖25所示的輪胎模具。

圖25
總結(jié)
使用PowerMILL配合DMG的HSC75 linear 5軸機床對輪胎模具的加工,將軟件和硬件發(fā)揮的淋漓盡致,大大提高了輪胎模具加工精度和效率,為輪胎行業(yè)的生產(chǎn)廠家提供強而有力的保障,在激烈的市場競爭中贏得勝利。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF