在零件加工尤其是復合加工中,目前手工編程方式依舊普遍存在。針對比較復雜的零件,手工編程主要是應用宏程序的方式來進行。談到宏程序我們就應該關注歷屆全國數控大賽。全國數控大賽由勞動和社會保障部、教育部、國防科學技術委員會、中華全國總工會、中國機械工業聯合會聯合舉辦,堪稱數控奧林匹克,大賽試題引領著數控應用的高端技術。第三屆全國數控大賽已經于2008年10月在大連圓滿結束,但大賽中的很多東西還值得我們學習探討。圖1是大賽數車實操實體裝配圖:

圖1 第3屆全國數控大賽數控車實體裝配圖
由圖一可知本題涉及到了軸、套、盤三類零件,幾何形狀涉及到了非圓弧曲面、V形槽、錐度、直槽等等,這里就不一一列舉。本文著重分析針對非圓弧曲面的傳統手工宏程序編程和應用CAM軟件進行的新型編程方法。
1.傳統加工法(宏程序編程法)
在這里大家可能會覺得奇怪,宏程序編程怎么會叫傳統呢,同行人都知道宏程序在數控加工編程中是最困難的一種編程方法,因為它涉及到了C語言知識、加工工藝知識、實操經驗等,可以說它是一種勞動密集型和智慧密集型的結晶。但這里我還是稱它為傳統,因為宏程序是你不借助任何輔助 CAM 軟件,直接手工編制出宏程序就可以將零件加工到尺寸要求。圖二為零件加工特征尺寸。
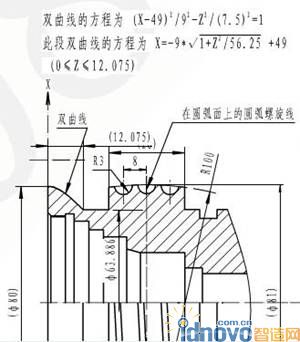
圖2 零件加工特征尺寸
1.1 雙曲線特征編程
宏程序為:
G0X100.0 Z1.0;(快速定位到待加工點,對刀時加工雙曲線的35度外圓尖刀以雙曲線右端X值為63.886處對Z向為零點)
G1X63.886F0.1;
#101=12.075;(定義曲線方程的Z值)
N100#102=-9*SQRT[1+#101*#101/56.25]+49;(定義曲線方程的X值)
#103=#101-12.075;(定義加工中工件坐標系的Z值變化)
#104=#102*2.0;(定義加工中工件坐標系的X值變化)
G1X#104Z#103F0.1;(通過走直線的方式來逼近非圓弧曲線)
#101=#101-0.1;(加工時Z向步距為0.1)
IF[#101GE-12.075]GOTO100;(如果沒有加工到雙曲線的Z終點12.075處,就跳轉到N100處,繼續加工,直到加工完畢為止)
G1X100.0Z1.0;(退刀)
G0X200.0Z100.0;(回安全點)
M1;(程序單段停止)
我這里所編的宏程序在現實加工中根據工藝的安排順序有兩種用法:
1)用35度或55度外圓車刀直接加工,可以直接用G73或G71調用宏程序;
2)不用G71或G73調用,直接用宏程序加工,但這樣必須在用宏程序加工之前,用外切槽刀對雙曲線進行粗加工,粗加工時可以先切槽,在用外圓刀走R14.5的始末兩點圓弧,最后用宏程序加工雙曲線。
1.2 圓弧面上的圓弧螺旋槽
該螺旋槽走勢為一條導程為8mm的螺紋線,但它不是螺紋,而是一個R3的圓弧順著螺紋線纏繞于圓弧面上的一條特殊的螺旋弧槽。
宏程序為:
#1=1.(刀寬)
#3=81.(大經)
#4=10.(起點Z)
#5=0(起始層次)
#2=[8.-#1]-[0.072*#5](Z向加工寬度)
N10#6=#4-[#5*0.036](Z軸偏移)
#3=81.-[#5*0.2](X軸偏移)
N 20G 0X90.Z#6.
G0X#3
G32Z-10.F8.0(導程8mm)
G0X90.
Z#6
#6=#6-0.2(每一層中Z軸偏移量減刀寬尺寸)
#2=#2-0.2(每一層中Z向終點判別)
IF[#2GT0]GOTO20
#6=#4-[8-#1]+[0.036*#5](每一層中Z軸最終尺寸)
G0X90.Z#6.
G0X#3
G32Z-10.F8.0
G0X90.Z#6
#5=#5+1.(層次加1)
#2=[8.0-#1]-[0.072*#5](下一層加工寬度Z向)
IF[#2GT3.0]GOTO10(終點判別)
G0X100.
Z0.
M1
宏程序中用到了幾個公共變量,按常理說公共變量不會影響到數控機床系統內部設定的系統變量,但我們應該根據現場情況靈活處理,比如說雙通道的數控機床(哈挺QTT65、DMG Twin42等)可能單獨運行宏程序模塊時會產生報警,因為宏程序變量和系統內部變量發生沖突,這時我們可以做以下更改:打開機床面板-手輪調到編輯模式-可寫入打開(把WRITE參數0改為1)-搜索到參數6000-把6000下排的第五位參數改為1;假如我們的機床是單通道的可以無需任何更改直接運行。
2.GibbsCAM 軟件編程方法
GibbsCAM是Cimatron公司旗下的一款面向零件加工,尤其是車銑復合領域的CAM加工方案,其最大的特點是界面簡潔,易學易用,操作模式和我們的工藝習慣非常一致。
2.1 雙曲線特征編程
借助GibbsCAM加工這種非圓弧曲面會讓加工變得輕松簡單。軟件自動提取出車加工所用輪廓,并應用加工標記,定義想要加工區域的起始點和終止點即可。見圖2所示。注意圖三采用的是下刀塔刀具加工(哈挺TT65雙刀塔機床),所以雖然選擇加工對象為X正向,但由它生成的切削軌跡會自動對用到X負向,以適應下刀塔刀具的加工。

圖3 GibbsCAM切槽粗加工
粗加工-選擇寬為3mm的切槽刀,工程序由計算機自動生成,轉速S1200、進給量F0.1,加工時間為34秒。
G0G 99Z -48.31M264
X85.
G1X68.303F.05
G0X85.
Z-50.31
G1X58.1F.1
G0X85.
Z-53.23
G1X 58.1
G0X85.
G0G99Z-87.506M8
G1X63.986F .05
G0X85.
Z-90.341
G1X63.986F .1
G0X85.
Z-93.175
G1X 63.986
G0X85.
Z-95.8
G1X 67.488
G0X85.
Z-98.424
G1X70.991
G0X85.
Z-101.049
G1X74.493
G0X85.
Z-103.673
G1X77.995
G0X85.
Z-106.298
G1X81.498
G0X85.
G97S 2000
G0G99Z-87.456M8
G1X85.004F .04
X63.886
Z-93.225
X86.528Z -110.192
G0X85.
M9
M5
M98P1(回安全換刀點)
M1
精加工采用3mm切槽刀,轉速S1800、進給量F0.04,加工時間為31秒。具體NC代碼忽略。
2.2 螺旋圓弧槽加工法
用GibbsCAM軟件編程只需控制一條線段就可以編出想要的螺旋槽走刀軌跡,如圖四所示:
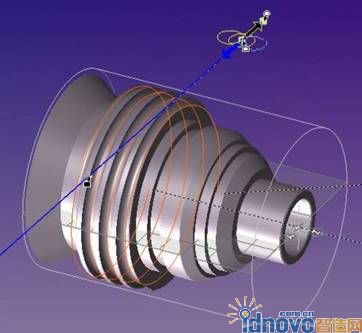
圖4 GibbsCAM纏繞加工螺旋圓弧槽
此處應用GibbsCAM軟件體現出極大的優越性。只需在YZ面上取一條螺旋線的展開圖,然后針對此平面上的直線進行最簡單的 2.5 軸編程,并對應應用GibbsCAM纏繞加工(Rotary Milling)就可以生成預期的加工軌跡(圖中紅線)。有人可能會質疑說由 CAM軟件生成的G代碼都比較長,而如果機床內存太小,帶來加工的不便。然而恰恰相反,針對此螺旋圓弧槽,下面是GibbsCAM 生成的加工G代碼:
G0G 98Y0.Z-55.474
X85.
M5
M23
G19
M51S2500
C-115.607
X84.
G1X76.F100.
X82.567 -86.695C1317.03F111.004
G0X84.
X85.
M16
M9
M55
M98P 1
M1
加工參數 S2500,進給量由軟件計算生成,比如說你給F80的進給量,軟件通過計算最后輸出F111.004的進給量,因為該螺旋槽不是普通螺旋槽(公司的很多零件外殼面上的三條螺旋槽),此處的螺旋槽是一個半徑為3mm的圓弧順著一條導程為8mm的螺紋線纏繞在半徑100mm的圓弧面上而組成的螺旋弧槽,比如當加工螺紋時,只給出主軸轉速,進給量由數控機床里的脈沖編碼器通過對螺距和轉速的編譯而控制,所以此處加工螺旋弧槽進給量是由軟件計算得出,加工時間為12分44秒。
3.結語
本文通過針對第三屆全國數控大賽的一道試題,講解了如何應用手工宏程序編制方法,以及應用CAM軟件的智能編程方法。兩種情況都在現實加工中普遍存在。但隨著企業信息化技術的提升,CAM軟件作為數控高效加工的一個平臺,結合自身情況有效的利用它,可以極大的簡化編程難度,提高生產效率。近些年在銑削加工包括五軸銑削方面的 CAM 技術應用越來越成熟,但在復合加工方面,目前還是手工編程居多。希望本文對此領域的加工技術感興趣的朋友有所裨益。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF