--運動方式相關G指令快速點定位 G00 指令直線插補 G0l 指令
運動方式相關 G 指令
* 快速點定位 G00 指令
格式: G00X _ Z__
功能: G00指令刀具從當前點決速移到X、Z所指定的日標點上,刀具在運動時,其進給路線可能為折線,這與參數設定的各軸決速進給速度有關。
說明: X、Z 在 G90 時,為目標點的坐標值
在 G91 時,為目標點相對于起始點的移動距離。
實例:例圖1,如果X軸的快速進給為300mm/min Z軸的決速進給速度為600mm/min,刀具的始點位于工件坐標系的A點。當程序為
% 1008(見圖1)
N01 G92 X90 Z253(建立工件坐標)
N02 G90 G00 X30 X173(或G91 G00X一60Z一80 )
N03 X90 Z253 (或X60 280)
N04 M30時,刀具不是從A點走一條直線到C點而是先沿X、Z軸移至B點再沿Z軸移至C點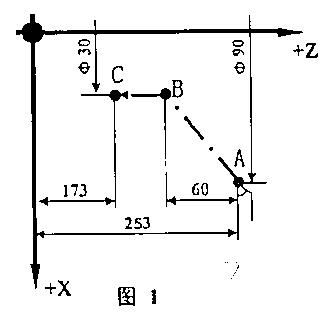 * 直線插補 G01 指令
* 直線插補 G01 指令
格式:G01X_ Z _F_ ;
功能:GOO 指令刀具按F給定的走刀最,從當前點進行直線插補并到達X、Z指定的目標點上。
說明:X、Z:在G90時,為目標點的坐標值。在G9l時,為目標點(終點)相對當前點(始點)的移動距離。
注:F 折令為模態指令,在遇到下一個 F 指令前一直有效,當 F 指令一次也沒指定時,其進給速度為級大速度。
實例例如圖2
%1009(見圖2 )
N1 G91 G00X一842一25M03
N2 G01 XIOZ一5F300
N3Z一45
N4 X34Z一10
NS X20Z一15
N6X10 N7 GOO X10 Z100
N8 M05
N9 M30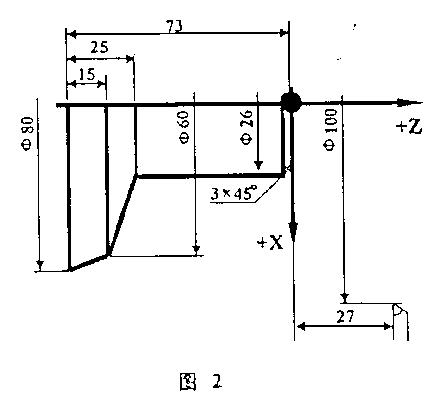
格式: G00X _ Z__
功能: G00指令刀具從當前點決速移到X、Z所指定的日標點上,刀具在運動時,其進給路線可能為折線,這與參數設定的各軸決速進給速度有關。
說明: X、Z 在 G90 時,為目標點的坐標值
在 G91 時,為目標點相對于起始點的移動距離。
實例:例圖1,如果X軸的快速進給為300mm/min Z軸的決速進給速度為600mm/min,刀具的始點位于工件坐標系的A點。當程序為
% 1008(見圖1)
N01 G92 X90 Z253(建立工件坐標)
N02 G90 G00 X30 X173(或G91 G00X一60Z一80 )
N03 X90 Z253 (或X60 280)
N04 M30時,刀具不是從A點走一條直線到C點而是先沿X、Z軸移至B點再沿Z軸移至C點
* 直線插補 G01 指令格式:G01X_ Z _F_ ;
功能:GOO 指令刀具按F給定的走刀最,從當前點進行直線插補并到達X、Z指定的目標點上。
說明:X、Z:在G90時,為目標點的坐標值。在G9l時,為目標點(終點)相對當前點(始點)的移動距離。
注:F 折令為模態指令,在遇到下一個 F 指令前一直有效,當 F 指令一次也沒指定時,其進給速度為級大速度。
實例例如圖2
%1009(見圖2 )
N1 G91 G00X一842一25M03
N2 G01 XIOZ一5F300
N3Z一45
N4 X34Z一10
NS X20Z一15
N6X10 N7 GOO X10 Z100
N8 M05
N9 M30
相關文章
- 2021-08-23快速入門AutoCAD 環藝制圖 [唐茜 主編] 2014年PDF下載
- 2021-07-15AutoCAD mechanical 2000i快速入門PDF下載
- 2021-06-18AutoCAD電氣設計快速入門與提高PDF下載
- 2021-05-31AutoCAD室內裝潢設計新手快速入門PDF下載
- 2021-05-21快速實例上手 AutoCAD室內裝潢教程PDF下載
- 2021-04-01AutoCAD 2016中文版室內設計制圖快速入門實例教程PDF
- 2021-03-30AutoCAD 2016中文版機械制圖快速入門實例教程PDF下載
- 2021-03-29AutoCAD 2016中文版電氣設計快速入門實例教程PDF下載
- 2021-03-16AutoCAD 2014中文版電氣設計快速入門實例教程 第二版
- 2021-03-12AutoCAD 2014中文版機械制圖快速入門實例教程 [胡仁喜