由零件表面的切削加工成形方法可知,在機床上,為了要獲得所需的工件表面形狀,必須形成一定形狀的發生線 (母線和導線)。除成形法外,發生線的形成都是靠刀具和工件作相對運動實現的。這種運動稱為表面成形運動。此外,還有多種輔助運動。
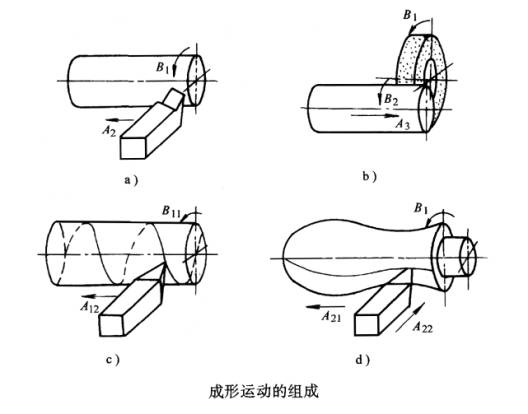
圖1 成形運動的組成
成形運動按其組成情況不同,可分為簡單的和復合的二種。如果一個獨立的成形運動,是由單獨的旋轉運動或直線運動構成的,則此成形運動稱為簡單成形運動。例如,用尖頭車刀車削外圓柱面時(見圖1a),工件的旋轉運動B1和刀具直線運動A2就是兩個簡單運動;用砂輪磨削外圓柱面時(見圖1b),砂輪和工件的旋轉運動B1、B2,以及工件的直線移動A3,,也都是簡單運動。如果一個獨立的成形運動,是由兩個或兩個以上的旋轉運動或(和)直線運動,按照某種確定的運動關系組合而成,則稱此成形運動為復合成形運動。例如,車削螺紋時(見圖1c),形成螺旋形發生線所需的刀具和工件之間的相對螺旋軌跡運動,為簡化機床結構和較易保證精度,通常將其分解為工件的等速旋轉運動B11和刀具的等速直線移動A12。B11和A12不能彼此獨立,它們之間必須保持嚴格的運動關系,即工件每轉1轉時,刀具直線移動的距離應等于螺紋的導程,從而B11和Al2這兩個單元運動組成一個復合運動。用軌跡法車回轉體成形面時(見圖1d),尖頭車刀的曲線軌跡運動,通常由相互垂直坐標方向上的、有嚴格速比關系的兩個直線運動A21和A22來實現,A21和A22也組成一個復合運動。上述復合運動組成部分符號中的下標,第一位數字表示成形的序號 (第一個、第二個、……成形運動),第二位數字表示同一個復合運動中單元運動的序號。
成形運動中各單元運動根據其在切削中所起的作用不同,又可分為主運動和進給運動,我們將在第四節中討論。
機床在加工過程中還需要一系列輔助運動,以實現機床的各種輔助動作,為表面成形創造條件,它的種類很多,一般包括:
(1)切人運動 刀具相對工件切人一定深度,以保證工件達到要求的尺寸。
(2)分度運動 多工位工作臺、刀架等的周期轉位或移位,多頭螺紋的車削等。
(3)調位運動 加工開始前機床有關部件的移位,以調整刀具和工件之間的正確相對位置。
(4)各種空行程運動 切削前后刀具或工件的快速趨近和退回運動,開車、停車、變速、變向等控制運動,裝卸、夾緊、松開工件的運動等。