自激光器最初用于工業(yè)加工以來(lái),發(fā)展出了各種各樣的脈沖式固體 Nd:YAG激光微焊接策略,包括點(diǎn)焊時(shí)根據(jù)熔池行為和冷卻金相對(duì)整形脈沖進(jìn)行相應(yīng)的調(diào)整 [1-3]。 調(diào)制脈沖(號(hào)稱“冶金脈沖”)[2] 似乎影響熔池對(duì)流,并因此而影響類似金屬或異金屬的混合。焊接周線或外形輪廓時(shí),脈沖激光顯示出傳統(tǒng)縫焊的原理:采用現(xiàn)代化的脈沖式Nd:YAG激光器提供高達(dá)10 kW的在線可控峰值功率,最大脈寬100 ms,脈沖能量100J以上。這些激光參數(shù)與空間光束合并和分散光路(如環(huán)形光路)或高速光束分配(如檢流計(jì))相結(jié)合, 形成了全新的焊接策略[2] ,其中SHADOW(平滑高精度不連續(xù)單脈沖焊接)是本文討論的主題。
周線焊接的原理

圖1:SHADOW周線焊縫的外觀。頂圖表示沿直線方向的顯微切片
(為了更清晰起見(jiàn),焊池的分界面被放大了)。
SHADOW(Stepless High Accurate and Discrete One Pulse Welding)意指平滑高精度不連續(xù)單脈沖焊接,這一技術(shù)由Fraunhofer 激光學(xué)會(huì)[1]創(chuàng)造,是在較長(zhǎng)的激光脈沖持續(xù)時(shí)間(長(zhǎng)達(dá)100ms的)以內(nèi)完成的周線焊接。這樣的激光輻射通過(guò)聚焦光路或光纖而直接射到工件上。直接光束的優(yōu)點(diǎn)是:有可能在光斑尺寸小于20μ的情況下進(jìn)行高度精確的微焊接,從而產(chǎn)生精確的、高縱橫比(深度/寬度)且?guī)缀鯖](méi)有熱影響區(qū)(HAZ)的焊縫。缺點(diǎn)是 :周線的焊接深度不一致,因?yàn)楣馐|(zhì)量在固態(tài)激光器脈沖持續(xù)時(shí)間內(nèi)會(huì)發(fā)生變化。允許光斑尺寸大于50μ 的周線可以通過(guò)光纖和聚焦光路進(jìn)行焊接。由于“光纖束”的光束質(zhì)量持續(xù)不變,SHADOW焊接顯示出深度和寬度幾乎不變的焊縫(圖1)。 為了進(jìn)行脈寬達(dá)100 ms的周線焊接(例如,可以利用LASAG公司 SLS 或FLS C激光器),必須根據(jù)周線的形狀而借助于檢流計(jì)、CNC或回轉(zhuǎn)軸來(lái)實(shí)現(xiàn)光束快速運(yùn)動(dòng)。如圖2所示,周線的長(zhǎng)度極限和熔透深度取決于脈寬、脈沖能量和光斑。顯然,這種焊接策略僅限應(yīng)用于很小的幾何形狀。
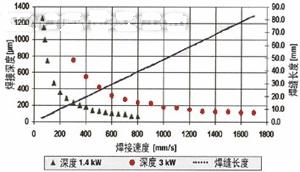
圖2:SHADOW焊縫的熔透深度取決于速度和脈沖能量
周線焊接的優(yōu)點(diǎn)
周線焊接具有許多優(yōu)點(diǎn):
◆ 焊接速度 - 顯然屬于高速焊接,每秒速度在1米以內(nèi)(類似于高功率CW激光器),而脈沖激光器所達(dá)到的常規(guī)縫焊速度以每分鐘數(shù)米計(jì)。脈沖激光器之所以速度低,歸因于它的脈沖頻率和平均能量、光斑大小和光斑搭疊。圖2表示單脈沖焊接不銹鋼時(shí)的焊接深度和脈沖能量,以及達(dá)到所需熔透深度的最大伸直長(zhǎng)度。
◆ 焊接質(zhì)量- 分組進(jìn)行的焊接質(zhì)量分析[1, 2, 4]顯示,被焊周線的可見(jiàn)外觀近似于CW激光焊接(見(jiàn)圖1)。當(dāng)峰值能量達(dá)到匙孔形焊縫閾值時(shí),焊縫表面出現(xiàn)‘駝峰’似的不穩(wěn)定狀態(tài),這種現(xiàn)象見(jiàn)于高功率CW 激光焊接。
◆ 熱影響 - 與標(biāo)準(zhǔn)縫焊相比,快速與幾千瓦功率的小光斑相結(jié)合,減少了熱影響區(qū)和變形等副作用,這是可以理解的,要知道在傳統(tǒng)的脈沖激光縫焊過(guò)程中能量需用幾毫秒的時(shí)間進(jìn)行局部積聚,而SHADOW焊接只需幾微秒,因此熱量來(lái)不及從熔池?cái)U(kuò)散給周圍的材料。
◆ 金相組織 - 看起來(lái)小光斑與高速度相結(jié)合的結(jié)果是在“線性“焊池中可以形成有利的熔融運(yùn)動(dòng)狀態(tài),尤其是在焊接易于出現(xiàn)裂紋或比較脆的類似金屬或異金屬時(shí),可以導(dǎo)致更好的金相結(jié)構(gòu)和更有利的機(jī)械穩(wěn)定性 [2, 5]。測(cè)量結(jié)果顯示,移動(dòng)光斑的表面溫度相當(dāng)穩(wěn)定,相比之下,重疊脈沖式縫焊的表面溫度隨著光斑的重疊程度和脈沖能量的大小而局部發(fā)生波動(dòng)。必須牢記熔池流動(dòng)性和熱擴(kuò)散的時(shí)間比例與焊接速度同在一個(gè)范圍,而常規(guī)的毫秒級(jí)脈沖式縫焊的速度一般慢10倍。這一切勢(shì)必在熔化和冷卻過(guò)程中改變?nèi)鄢氐膭?dòng)態(tài)變化并影響它的金相組織。 #p#分頁(yè)標(biāo)題#e#
微焊接的應(yīng)用
迄今,上述優(yōu)點(diǎn)和好處(主要是減小熱影響和改進(jìn)金相組織)在各種應(yīng)用中得到了證實(shí)。
最早的應(yīng)用之一是高精密度的鐘表零件,如游絲、指針 [1] 及其它銅合金零件,如CuBe2、Ms61Pb、德國(guó)銀或CrNi合金件。同標(biāo)準(zhǔn)縫焊相比,對(duì)熱影響區(qū)和熱變形問(wèn)題的改進(jìn)無(wú)疑得到了論證。在醫(yī)療儀器和器官移植方面,生物相容性(不會(huì)引起排斥的)金屬,如NiTi、不銹鋼、Ti、TiAl或白金可以進(jìn)行焊接,這使人們可以從功能的角度選擇材料。圖3 (右)表示兩根外徑3 mm、壁厚0.1mm的薄壁不銹鋼管必須對(duì)焊并實(shí)現(xiàn)真空密閉。為了保證器件的可靠定向穩(wěn)定性,必須避免熱變形。焊接中采用了30ms脈沖,能量5J,轉(zhuǎn)速2150 rpm。圖3(右)說(shuō)明用SHADOW工藝焊接兩根不同的NiTi管。
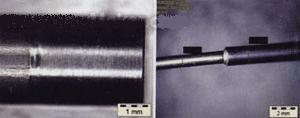
圖3:借助一根快速回轉(zhuǎn)軸對(duì)不銹鋼管(左)和鎳鈦合金
管(nitinol tube)(右)進(jìn)行SHADOW焊接
在許多采用銅合金的微電子焊接任務(wù)中,熔透深度被局限為幾百微米,但是要求很高的機(jī)械力、可靠性和有限的熱破壞。SHADOW工藝似乎是理想的焊接手段,而且可能成為替代錫焊的選擇。SHADOW成功地應(yīng)用 [4] 于超薄傳感器隔膜(< 20 μm)的密封焊接,這些元件對(duì)變形和所用夾具有特別苛刻的要求。
結(jié)語(yǔ)
SHADOW焊接工藝證實(shí)了其有助于Nd:YAG激光微焊接,在必須最大限度地減小焊接過(guò)程前后的熱副作用、特別是熱影響區(qū)的變形或金相組織、磁性或其它材料特性的改變的用途中,該方法顯示了它的優(yōu)點(diǎn)。還證明了SHADOW工藝可以成功地焊接類似金屬或異金屬,而在許多情況下用標(biāo)準(zhǔn)激光焊接會(huì)導(dǎo)致不可靠的結(jié)果。這給取代有鉛錫焊并為選擇金屬時(shí)根據(jù)所需要功能,而非根據(jù)金屬的可焊接性開辟了可能性。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-08-19清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版機(jī)械設(shè)計(jì)
- 2021-07-16AutoCAD R13實(shí)用技術(shù)PDF下載
- 2021-07-12Maya 節(jié)點(diǎn)技術(shù)教程 王澄宇編著PDF下載
- 2021-06-02AutoCAD建筑制圖技術(shù)與項(xiàng)目實(shí)踐PDF下載
- 2021-05-28常用零部件的AutoCAD二維參數(shù)化繪圖技術(shù)(上冊(cè))PDF下載
- 2021-05-27常用零部件的AutoCAD二維參數(shù)化繪圖技術(shù)(上冊(cè))PDF下載
- 2021-05-20清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版電氣設(shè)計(jì)
- 2021-05-20清華社“視頻大講堂”大系A(chǔ)utoCAD 2012中文版機(jī)械設(shè)計(jì)