如圖為升降臺銑床的支承套,零件材料為45鋼,無熱處理和硬度要求。分析其數控加工工藝。 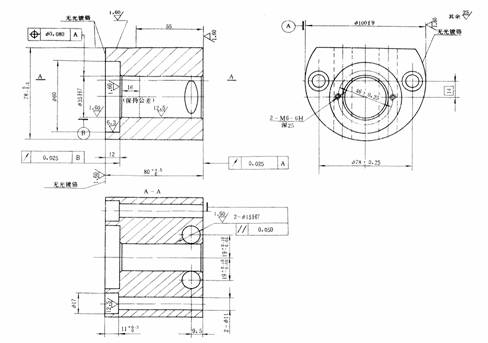 圖 支承套簡圖
(1)零件圖工藝分析
為便于定位裝夾,Φ100f9外圓、80
圖 支承套簡圖
(1)零件圖工藝分析
為便于定位裝夾,Φ100f9外圓、80 尺寸兩面、78
尺寸兩面、78 尺寸上面均在前面工序中用普通機床完成。數控加工的主要內容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窩,2-Φ11×Φ17、2-M6-6H螺孔。
(2)選擇設備
根據被加工零件的外形和材料等條件,選用的臥式加工中心,其主要參數是:
工作臺尺寸:400㎜×Φ400㎜、工作臺左右行程(X軸)500㎜、工作臺前后行程(Z軸)400㎜,主軸箱上下行程(Y軸)400㎜,主軸中心線至工作臺面距離100~500㎜,主軸端面至工作臺中心線距離150~500㎜,主軸錐孔BT-40,刀庫容量30把。
(3)確定零件的定位基準和裝夾方式
工件以Φ100f9外圓、80尺寸左端面定位。
(4)工件坐標系設定
B00、G54、X0、Y0設在Φ35H7孔中心上,Z0設在80尺寸左面。
B900、G55、X0設在#p#分頁標題#e#80尺寸左面。Y0設在Φ35H7孔中心上,Z0設在78尺寸上面。
(5)確定加工順序及進給路線(分析略)
(6)刀具選擇
將所選定的刀具參數填入表1支承套數控加工刀具卡片中。
表1 數控加工刀具卡片
尺寸上面均在前面工序中用普通機床完成。數控加工的主要內容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窩,2-Φ11×Φ17、2-M6-6H螺孔。
(2)選擇設備
根據被加工零件的外形和材料等條件,選用的臥式加工中心,其主要參數是:
工作臺尺寸:400㎜×Φ400㎜、工作臺左右行程(X軸)500㎜、工作臺前后行程(Z軸)400㎜,主軸箱上下行程(Y軸)400㎜,主軸中心線至工作臺面距離100~500㎜,主軸端面至工作臺中心線距離150~500㎜,主軸錐孔BT-40,刀庫容量30把。
(3)確定零件的定位基準和裝夾方式
工件以Φ100f9外圓、80尺寸左端面定位。
(4)工件坐標系設定
B00、G54、X0、Y0設在Φ35H7孔中心上,Z0設在80尺寸左面。
B900、G55、X0設在#p#分頁標題#e#80尺寸左面。Y0設在Φ35H7孔中心上,Z0設在78尺寸上面。
(5)確定加工順序及進給路線(分析略)
(6)刀具選擇
將所選定的刀具參數填入表1支承套數控加工刀具卡片中。
表1 數控加工刀具卡片
產品名稱或代號
×××
零件名稱
支承套
零件圖號
×××
序號
刀具號
刀具規格名稱
(尺寸單位 ㎜)
數量
加工表面
(尺寸單位 ㎜)
備注
1
T01
中心鉆Ф3
1
鉆Ф35H7孔、2-Ф17×Ф11中心孔、鉆2-M6-6H螺孔中心孔、鉆2-Ф15H7孔中心孔
2
T02
錐柄麻花鉆Ф11
1
鉆2-Ф11孔、2-M6-6H孔端倒角
3
T03
錐柄埋頭鉆17×11
1
锪2-Ф17
4
T04
粗鏜刀Ф34
1
粗鏜Ф35H7至Ф34
5
T05
合金立銑刀Ф32T
1
粗銑Ф60×12至Ф59×11.5
6
T06
(6)切削用量選擇(分析略)#p#分頁標題#e#
(7)數控加工工藝卡片擬訂:通過分析可得出加工工藝過程,見表2。
表2 支承套數控加工工藝卡片
單位名稱
×××
產品名稱或代號
零件名稱
零件圖號
×××
支承套
×××
工序號
程序編號
夾具名稱
使用設備
車間
×××
×××
組合夾具
臥式加工中心
數控中心
工步號
工步內容
(尺寸單位 ㎜)
刀具號
刀具規格
(尺寸單位 ㎜)
主軸轉速
/r.min
圖 支承套簡圖
(1)零件圖工藝分析
為便于定位裝夾,Φ100f9外圓、80尺寸兩面、78尺寸上面均在前面工序中用普通機床完成。數控加工的主要內容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窩,2-Φ11×Φ17、2-M6-6H螺孔。
(2)選擇設備
根據被加工零件的外形和材料等條件,選用的臥式加工中心,其主要參數是:
工作臺尺寸:400㎜×Φ400㎜、工作臺左右行程(X軸)500㎜、工作臺前后行程(Z軸)400㎜,主軸箱上下行程(Y軸)400㎜,主軸中心線至工作臺面距離100~500㎜,主軸端面至工作臺中心線距離150~500㎜,主軸錐孔BT-40,刀庫容量30把。
(3)確定零件的定位基準和裝夾方式
工件以Φ100f9外圓、80尺寸左端面定位。
(4)工件坐標系設定
B00、G54、X0、Y0設在Φ35H7孔中心上,Z0設在80尺寸左面。
B900、G55、X0設在#p#分頁標題#e#80尺寸左面。Y0設在Φ35H7孔中心上,Z0設在78尺寸上面。
(5)確定加工順序及進給路線(分析略)
(6)刀具選擇
將所選定的刀具參數填入表1支承套數控加工刀具卡片中。
表1 數控加工刀具卡片
 進給速度
/㎜.min
進給速度
/㎜.min相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF