盤類零件數控車削工藝分析 實例
時間:2011-05-21 08:35:53 來源:未知
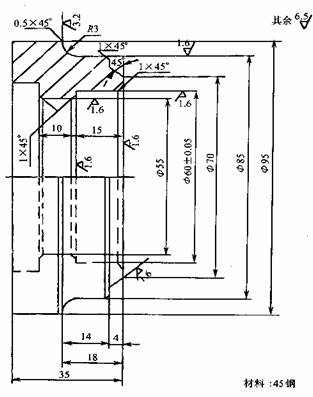 圖1 帶孔圓盤
如圖1所示帶孔圓盤工件,材料為45鋼,分析其數控車削工藝。
1.零件圖工藝分析
如圖1所示工件,該零件屬于典型的盤類零件,材料為45鋼,可選用圓鋼為毛坯,為保證在進行數控加工時工件能可靠的定位,可在數控加工前將左側端面、Φ95㎜外圓加工,同時將Φ55㎜內孔鉆Φ53㎜孔。
2.選擇設備
根據被加工零件的外形和材料等條件,選定Vturn-20型數控車床。
3.確定零件的定位基準和裝夾方式
(1)定位基準 以已加工出的Φ95㎜外圓及左端面為工藝基準。
(2)裝夾方法 采用三爪自定心卡盤自定心夾緊。
4.制定加工方案
根據圖樣要求、毛坯及前道工序加工情況,確定工藝方案及加工路線。
工步順序:
(1)粗車外圓及端面
(2)粗車內孔
(3)精車外輪廓及端面
(4)精車內孔
圖1 帶孔圓盤
如圖1所示帶孔圓盤工件,材料為45鋼,分析其數控車削工藝。
1.零件圖工藝分析
如圖1所示工件,該零件屬于典型的盤類零件,材料為45鋼,可選用圓鋼為毛坯,為保證在進行數控加工時工件能可靠的定位,可在數控加工前將左側端面、Φ95㎜外圓加工,同時將Φ55㎜內孔鉆Φ53㎜孔。
2.選擇設備
根據被加工零件的外形和材料等條件,選定Vturn-20型數控車床。
3.確定零件的定位基準和裝夾方式
(1)定位基準 以已加工出的Φ95㎜外圓及左端面為工藝基準。
(2)裝夾方法 采用三爪自定心卡盤自定心夾緊。
4.制定加工方案
根據圖樣要求、毛坯及前道工序加工情況,確定工藝方案及加工路線。
工步順序:
(1)粗車外圓及端面
(2)粗車內孔
(3)精車外輪廓及端面
(4)精車內孔
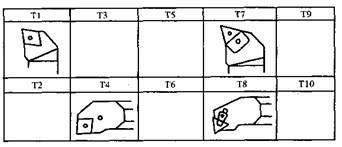 圖2 刀具及刀位號
圖2 刀具及刀位號
5.刀具選擇及刀位號
選擇刀具及刀位號如圖2。
將所選定的刀具參數填入表1帶孔圓盤數控加工刀具卡片中。
表1 帶孔圓盤數控加工刀具卡片
產品名稱或代號
×××
零件名稱
帶孔圓盤
零件圖號
×××
序號
刀具號
刀具規格名稱
數量
加工表面
備注
1
T01
硬質合金外圓車刀
1
粗車端面、外圓
2
T04
硬質合金內孔車刀
1
粗車內孔
3
T07
硬質合金外圓車刀
1
精車端面、外輪廓
4
T08
硬質合金內孔車刀
1
精車內孔
編制
×××
審核
×××
批準
×××
共 頁
第 頁
6.確定切削用量(略)7.數控加工工藝卡片擬訂
#p#分頁標題#e# 以工件右端面為工件原點,換刀點定為X200、Z200。數控加工工藝卡片見表2。
表2 帶孔圓盤的數控加工工藝卡片
單位名稱
×××
產品名稱或代號
零件名稱
零件圖號
×××
帶孔圓盤
×××
工序號
程序編號
夾具名稱
使用設備
車間
001
×××
三爪卡盤
Vturn-20數控車床
數控中心
工步號
工步內容
刀具號
刀柄規格
/ mm
主軸轉速
/r.min
進給速度
/mm.min
背吃刀量
/ mm
備注
1
粗車端面
T01
20×20
400
80
2
粗車外圓
T01
20×20
400
80
3
粗車內孔
T04
Φ20
400
60
4
精車外輪廓及端面
T07
20×20
1100
110
5