銑削加工是最常見、最重要的切削加工方式之一。隨著數控機床的應用日趨廣泛,對數控銑削刀具的要求也日益提高。平裝可轉位銑刀是哈爾濱工量數控刀具有限責任公司近年來為滿足數控銑削加工需要而開發的新產品。平裝可轉位銑刀可分為普通銑刀和仿形銑刀兩大類,使用這兩類刀具可完成大多數工件的銑削加工。
為提高銑削加工的效率和質量,延長刀具使用壽命,正確、合理地選用可轉位銑刀(包括選擇銑刀結構形式、幾何參數、刀片材料等)具有重要意義。
1 普通銑刀的選用
普通銑削包括對零件上的平面、倒角、溝、槽、臺階等部位的銑削加工,通常選用面銑刀或立銑刀來完成。
1.1 可轉位面銑刀的選用要點
對于平面銑削,一般首選可轉位面銑刀,因為可轉位面銑刀具有較多端面有效齒,加工效率高,較適合銑削切深10mm 以下的平面。
1) 可轉位面銑刀直徑和齒數的選擇可轉位面銑刀直徑D 是指刀尖回轉圓的直徑。采用對稱銑削法時,通常按銑削工件表面寬度,即側吃刀量ae來估算面銑刀直徑,即D=(1.1~1.6)ae。選擇可轉位面銑刀直徑時還應考慮刀具所需功率應在機床額定功率范圍之內,因此也可根據機床主軸直徑d 來估算,這時刀具直徑應滿足D<1.5d。
可轉位面銑刀的齒數隨銑刀直徑大小及刀片夾緊聯接方式的不同而不同。一般來講,增多齒數可提高銑削生產率;但受加工材料、容屑空間、刀齒強度、夾緊結構、機床功率及剛性等因素限制,可轉位面銑刀齒數也不宜過多。
粗齒面銑刀主要用于大余量粗加工、工件較軟或銑削寬度較大的加工場合;中齒面銑刀為常用系列;細齒和密齒面銑刀主要用于小用量切削、箱體加工或銑削有色金屬和鋁合金零件。細齒和密齒銑刀在每齒進給量不大的情況下,仍能獲得比粗、中齒銑刀大的進給量,實現較高的生產率。
2) 可轉位面銑刀幾何參數的選擇
a. 前角的選擇
正確選擇可轉位面銑刀的軸向前角γp十分重要:選用較大γp時,切削刃鋒利,切削輕快,消耗功率少,但刀刃強度低;選用較小γp時,切削刃強度增加,但切削力也增大,消耗功率增多。可轉位面銑刀軸向前角的選擇范圍較大,需根據實際加工情況合理選擇。切削塑性材料時,宜選用較大前角;切削脆性材料時,宜選用較小前角;切削難加工材料時,則需綜合考慮。刀齒負荷較大時,宜選用較小前角;反之,則可選用較大前角。
可轉位面銑刀徑向前角γf的選擇原則與軸向前角類似,但由于銑刀結構所限,γf的變化范圍不大。此外,徑向前角γf還直接影響排屑方向:γf較大時,使切屑離開工件;γf較小時,使切屑壓向工件。一般情況下,γf = 0 的面銑刀應用范圍較廣,但選用時仍需結合γp綜合考慮。
軸向前角gp與徑向前角γf的不同組合,可形成不同前角類型的面銑刀(見表1)。
表1 面銑刀前角組合類型及特點
b. 主偏角的選擇
可轉位面銑刀的主偏角主要影響進給力和垂直進給力。45°主偏角適用于加工鑄鐵或在銑鏜床主軸懸伸較長條件下加工。采用45°主偏角時進給力的徑向分力與軸向分力大致相等,切削力分布在刀刃較長的部分,具有很好的抗振性;60°主偏角適用于銑鏜床上的粗加工,可較大幅度地減小進給力,顯著改善抗振性;75°主偏角是最常用的主偏角,由于其刀刃利用性較好,因此具有較好的加工經濟性。
3) 可轉位面銑刀刀片的選擇
銑削刀片的切削刃長可根據最大背吃刀量來選擇,通常最大背吃刀量可為切削刃長的2/3~3/4;當加工余量不足切削刃長的1/2 時,則應更換小規格刀片。
可轉位面銑刀刀片材質的選擇也十分重要,應根據被加工件的材質選擇相應的刀片材質。選用涂層牌號的刀片可得到較好的切削效果,大幅度延長刀片使用壽命。
2.2 平裝可轉位面銑刀的特點及應用
1) 平裝可轉位面銑刀
哈爾濱工量數控刀具有限責任公司與哈爾濱理工大學合作開發的新型結構銑削刀具——平裝可轉位面銑刀集中了各種可轉位面銑刀的優點:
a. 采用了新型模塊式結構,軸向前角和徑向前角在刀夾上形成,刀體上無任何角度。用戶選用一把刀體,配上幾組不同角度的刀夾,即可裝配成不同切削角度的面銑刀,完成不同的切削功能。
b. 刀片采用單楔塊前刀面夾緊,夾緊力大,刀片轉位迅速、可靠,特別適合在生產線和柔性制造單元上使用。
c. 刀夾的定位基準采用環形槽結構,工藝性好,可使面銑刀端跳控制在0.02mm 以內。
d. 刀體在加工中心上加工完成,可確保各個刀夾槽及楔塊槽的一致性。
平裝可轉位面銑刀采用正方形帶修光刃的專用銑削刀片,并為滿足各種材質的銑削加工開發了各類刀片(包括涂層刀片):銑削P 類材質如鋼、鑄鋼、長切屑可鍛鑄鐵時可選用YC10、YC20.1、YC30、YC40等刀片;銑削M 類材質如鋼、鑄鋼、錳鋼、合金鑄鐵、奧氏體不銹鋼、可鍛鑄鐵、耐熱鋼時可選用YM20、YD20、YC40 等刀片;銑削K 類材質如鑄鐵、冷硬鑄鐵、淬火鋼、有色金屬、塑料、木材時可選用YD10.1、YD10.2、YD20等刀片。
哈爾濱工量數控刀具有限責任公司可提供45°、60°、75°三種主偏角、80~500mm 九種直徑系列及內切圓直徑為12.7mm、15.875mm 兩種刀片的標準中齒類平裝可轉位面銑刀。
2) 特殊結構面銑刀
除標準產品外,公司還針對不同客戶的需求研制開發了多種特殊結構的面銑刀:
a. 雙刀片搭接面銑刀:為滿足大切深銑削的需要,設計了雙刀片搭接面銑刀(見圖1)。該銑刀主偏角為75°,刀片直徑15.875mm,雙刀片搭接結構可使切深達到22mm。
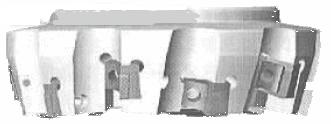
圖1 雙刀片搭接加長刃面銑刀
b. 89°主偏角系列面銑刀:該銑刀適合銑削帶直臺的工件。銑刀采用方形刀片,比常用的三角形刀片刀尖強度高,使用壽命長。這種面銑刀與立銑刀相比,在小切深銑削中具有明顯優勢,不僅提高了刀片利用率,還可大大提高銑削效率。
c. 大前角面銑刀:專為銑削鋁合金而研制。該銑刀有效前角達20°,切入性能更好,切削更加輕快。
d. 端面帶精切刀片的面銑刀:該銑刀可顯著提高加工表面質量,加工后零件表面粗糙度Ra≤1.6mm。
1.3 螺旋立銑刀的選用 #p#分頁標題#e#
螺旋立銑刀一般用于小平面、階梯、臺、溝、槽、型腔等的銑削加工。螺旋立銑刀圓周刃較多,在進給方向的切深較大,可獲得較高生產效率。螺旋立銑刀的選用要點與面銑刀類似,此不贅述。
哈爾濱工量數控刀具有限責任公司試制成功一種大螺旋角立銑刀,其刀片用沉頭螺釘直接壓緊在刀體上,結構緊湊,具有較大排屑空間;銑刀為右旋結構,25°螺旋角使排屑更為流暢;采用正的工作前角,使切削更輕快,切入性能更好。該銑刀經用戶使用驗證,獲得了滿意的銑削效果。
公司還生產直徑為50mm、63mm、80mm 的三種系列螺旋立銑刀以及可直接裝在套式立銑刀柄上使用的套式螺旋立銑刀。此外,公司還可提供各種標準7:24 錐柄、普通直柄和削平型柄部接口。
2 仿形銑刀的選用
仿形銑削主要是指對凸形、凹腔和曲面的銑削加工,常用于模具制造中模具輪廓的加工。仿形銑刀多采用圓弧刃型,與普通銑刀相比,在相同進給條件下可獲得較小的加工殘留面積,從而提高表面加工質量。
加工一件產品或零件,通常需要經過多道不同工序,并使用具有不同功能與用途的多把刀具。如果在不換刀的情況下,使用一把刀具即可完成多道工序,則可大幅度降低刀具費用,縮短加工時間。而且使用同一把刀具使切削條件和加工程序的確定更為容易,既可提高加工效率,又可提高加工精度。采用仿形銑刀(亦稱多功能銑刀)可在一定范圍內無需換刀即可完成加工形態不同的多道工序加工。
哈爾濱工量數控刀具有限責任公司近年來開發了多種標準平裝可轉位仿形銑刀,還可根據用戶要求設計和制造非標準平裝可轉位仿形銑刀。其主要產品包括:
1) 120°球頭精銑刀
該系列銑刀采用單螺釘刀片定位夾緊方式,重復定位精度高;刀片為雙切削刃,尺寸精度高,跳動小,可適用于高速銑削;采用圓形刀片進行三維曲面的仿形銑削,可獲得很高的加工表面質量;使用該刀具還可銑削圓鍵槽及空刀槽。公司可提供R5,R6,R8,R10,R12.5,R16 等常用規格銑刀,采用普通直柄和削平型柄兩種柄部接口。
2) 90°球頭精銑刀
采用90°球頭精銑刀加工深度大于半徑的圓形鍵槽或型腔可獲得滿意的圓弧與直線搭接型線,該銑刀采用螺釘與銷組合定位夾緊方式,重復定位精度高,亦可用于三維曲面的精加工。
3) SQD 輕切削型、中等切削型、重切削型球頭立銑刀
該類銑刀分為輕切削型、中等切削型及重切削型三種,可根據不同加工需要滿足不同深度型腔的高速加工。該銑刀采用多刀片搭接型式,可大幅度減小刀片受力;采用雙向正前角,提高了切入性能,使切削更加輕快、平穩。
4) 角R直柄仿形銑刀及角R平面仿形銑刀
角R直柄仿形銑刀及角R平面仿形銑刀是典型的多功能刀具,可用于銑削凸型、凹型、槽、平面及二維曲面等,通過更換刀片還可對不同材質工件進行仿形加工。該類刀具結構較特殊(見圖2),不僅可用于常規銑削,還可進行螺旋插補銑、圓周插補銑、坡銑等特殊銑削加工。采用角R 銑刀加工可省略工件上的預加工孔,提高工作效率。
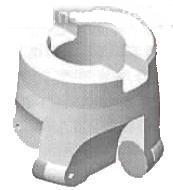
圖2 角R平面仿形銑刀結構
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF