目前,廣大數(shù)控機(jī)床用戶對(duì)實(shí)行數(shù)控機(jī)床網(wǎng)絡(luò)DNC的管理已經(jīng)達(dá)成了共識(shí),但在真正實(shí)施過程中應(yīng)該做到什么程度,取得何種效果還是不明確,在目前國內(nèi)數(shù)控機(jī)床網(wǎng)絡(luò)DNC領(lǐng)域還存在著一些魚目混珠的現(xiàn)象,而且DNC又處在一個(gè)高速發(fā)展的階段,各種新的網(wǎng)絡(luò)結(jié)構(gòu)、高新技術(shù)不斷涌現(xiàn),更容易讓廣大數(shù)控機(jī)床用戶眼花繚亂,本文試圖在此作一個(gè)簡(jiǎn)明的介紹。 二、數(shù)控機(jī)床網(wǎng)絡(luò)DNC的幾種模式 目前,數(shù)控機(jī)床網(wǎng)絡(luò)DNC一般采用三種網(wǎng)絡(luò)接口,即:基于串行通訊RS-232C模式,以太網(wǎng)絡(luò)模式和現(xiàn)場(chǎng)總線模式,以下分別做一簡(jiǎn)要說明。
1.串行通訊RS-232C模式 目前,在DNC市場(chǎng)上通過RS-232C口通訊產(chǎn)品存在著兩種類型(包括三種結(jié)構(gòu))的產(chǎn)品,即帶機(jī)床操作盒和不帶機(jī)床操作盒兩種,其結(jié)構(gòu)分別說明如下:
(1) 帶機(jī)床操作盒模式,如圖1所示:
圖1 DNC網(wǎng)絡(luò)結(jié)構(gòu)圖形式一
這種連接方式是九十年代中期出現(xiàn)的模式,在當(dāng)時(shí)大家還普遍使用單機(jī)傳輸?shù)哪甏朔绞绞且环N創(chuàng)新,可以說它代表了當(dāng)時(shí)我國DNC產(chǎn)品的最高水平。MOXA C320Turbo 卡(或其它多路串行通訊卡)是通過ISA(或PCI)插卡的方式與計(jì)算機(jī)連接,再通過一根帶屏蔽的10芯電纜線接通訊模塊,每個(gè)通訊模塊帶8個(gè)通訊口,可以多個(gè)通訊模塊級(jí)聯(lián),最多可以8個(gè),每個(gè)計(jì)算機(jī)又可以擴(kuò)展4個(gè)ISA(或PCI)插卡,這樣一臺(tái)計(jì)算機(jī)最多可以擴(kuò)展256個(gè)RS-232口。通訊模塊與計(jì)算機(jī)之間距離不能太長,一般在十幾米左右。程序的上傳和下載是通過操作機(jī)床操作盒來實(shí)現(xiàn)的(當(dāng)然,數(shù)控端也還要進(jìn)行相關(guān)的上傳下載操作)。
(2)新型帶機(jī)床操作盒模式,如圖2所示:
圖2 DNC網(wǎng)絡(luò)結(jié)構(gòu)圖形式二
注意,此圖與上一圖的一個(gè)最大的區(qū)別是:MOXA的多路串口服務(wù)器變?yōu)镃N2516(或其它多路串口服務(wù)器),它是一個(gè)局域網(wǎng)絡(luò)上的一個(gè)節(jié)點(diǎn),通過HUB或交換機(jī)來與NC程序管理計(jì)算機(jī)相連的,這樣,它可以放在車間的任一固定位置上,大大減少了車間到計(jì)算機(jī)室之間的布線,只需一根網(wǎng)線即可,另外,CN2516還可以多臺(tái)計(jì)算機(jī)上安裝其驅(qū)動(dòng)程序,多臺(tái)計(jì)算機(jī)同時(shí)監(jiān)視控制,給用戶的維護(hù)工作也帶來方便。
(3) 現(xiàn)代模式(不帶機(jī)床操作盒),如圖3所示:
圖3 DNC網(wǎng)絡(luò)結(jié)構(gòu)圖形式三
此類型是在上一類型的基礎(chǔ)上變化而來,它去掉了機(jī)床操作盒,連接更簡(jiǎn)單,其它通訊功能完全一樣,甚至可以做得更強(qiáng),更方便。目前市場(chǎng)上大部分DNC廠商提供的產(chǎn)品均是基于此模式下的。#p#分頁標(biāo)題#e#
由于去掉了機(jī)床操作盒,程序發(fā)送和接受程序的文件名稱等通訊信息就需要由CNC來發(fā)送,一般的做法是:在CNC上編制一個(gè)特殊的程序(此程序并不真正執(zhí)行,所以并不需要關(guān)注它是否符合語法規(guī)則),其中包含一些特征字符串來表達(dá)發(fā)送程序或接收程序,比如:
(A)程序請(qǐng)求
%
O1000
(/GETXXXX) (其中XXXX代表需要請(qǐng)求下傳的文件名稱)
M30
%
編制好此文件后,先將此文件發(fā)送給計(jì)算機(jī),計(jì)算機(jī)接收到此文件后就進(jìn)行分析,如果是請(qǐng)求文件下載指令,就生成一個(gè)程序下載隊(duì)列,等待機(jī)床發(fā)送開始下傳指令后就將請(qǐng)求程序下傳。
(B)程序發(fā)送
程序發(fā)送時(shí),只需在原程序中加入特征字符行即可,此代表你希望在計(jì)算機(jī)上保存的文件名稱。例如:
%
O1000
(/NAME XXXX) (XXXX代表希望在計(jì)算機(jī)上保存的文件名稱)
…
M30
%
當(dāng)前文件上傳到計(jì)算機(jī)上后,計(jì)算機(jī)如果分析到特征字符/NAME(特征字符的型式應(yīng)根據(jù)系統(tǒng)的特殊要求而定,在此僅作示意),就將當(dāng)前文件保存到其后的字符串所代表的文件中,如果未找到特征字符則保存到“O1000.NC”中(即程序號(hào)前加字母O)。
2.現(xiàn)場(chǎng)總線模式
雖然目前在數(shù)控車間DNC系統(tǒng)中應(yīng)用最為廣泛的就是RS-232串行通訊接口,但是當(dāng)DNC主機(jī)連接的CNC設(shè)備比較多時(shí),就存在著連線多、通訊復(fù)雜的問題,而且串行接口可靠性差、速度低,基于這些問題,迫使人們?nèi)で蟾玫慕鉀Q方案。
現(xiàn)場(chǎng)總線(Field Bus)是應(yīng)用在工業(yè)現(xiàn)場(chǎng)、在微機(jī)化控制設(shè)備之間實(shí)現(xiàn)雙向串行多節(jié)點(diǎn)數(shù)字通信的系統(tǒng),是國際上20世紀(jì)90年代蓬勃發(fā)展起來的新技術(shù)。它的應(yīng)用形成了新型的網(wǎng)絡(luò)集成式分布控制系統(tǒng)。它能同時(shí)滿足過程控制自動(dòng)化和制造自動(dòng)化的需要。由于現(xiàn)場(chǎng)總線是基于數(shù)字通信的,因此在現(xiàn)場(chǎng)與控制室之間能進(jìn)行多變量雙向通訊。為解決數(shù)據(jù)大量高速傳輸、實(shí)時(shí)性、通訊距離等問題,發(fā)展高速化數(shù)據(jù)通訊技術(shù)及大量使用現(xiàn)場(chǎng)總線(Field Bus)就成為必須。未來十年集成系統(tǒng)將是Field Bus時(shí)代。現(xiàn)場(chǎng)總線采用了三層網(wǎng)絡(luò)結(jié)構(gòu)——物理層、數(shù)據(jù)鏈路層和應(yīng)用層,其體系結(jié)構(gòu)如圖4所示。目前現(xiàn)場(chǎng)總線已有好多種類,應(yīng)用較多的有CAN(Controller Area Network)、LON(Local Operating Network)、Profibus等。?下面僅以CAN總線方式說明現(xiàn)場(chǎng)總線在DNC中的應(yīng)用。
圖4 現(xiàn)場(chǎng)總線的體系結(jié)構(gòu)
作為工業(yè)現(xiàn)場(chǎng)控制的網(wǎng)絡(luò)系統(tǒng),可靠性和實(shí)時(shí)性是最主要的要求,CAN總線在這方面有很多獨(dú)到的特點(diǎn):首先為滿足可靠性要求,CAN總線采用了循環(huán)冗余碼校驗(yàn)、框架檢測(cè)、確認(rèn)信號(hào)出錯(cuò)檢測(cè)、總線監(jiān)控、位填充等幾種錯(cuò)誤檢測(cè)和糾錯(cuò)措施,從而達(dá)到了很高的可靠性,平均誤碼率小于10-13;其次,CAN采用了獨(dú)特的位仲裁技術(shù),比CSMA/CD網(wǎng)(IEEE802.3)和令牌網(wǎng)(IEEEE802.4)具有更高的實(shí)時(shí)性;此外CAN總線傳輸速率可達(dá)1Mbps,遠(yuǎn)距離傳輸可達(dá)10km,接口簡(jiǎn)單,安裝方便,系統(tǒng)成本低。傳輸介質(zhì)可以是雙絞線、同軸電纜或光導(dǎo)纖維。CAN總線的拓?fù)浣Y(jié)構(gòu)如圖5所示。#p#分頁標(biāo)題#e#
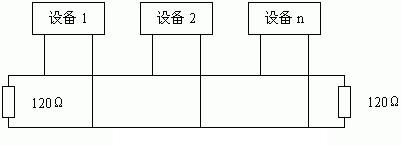
圖5 CAN總線的拓補(bǔ)結(jié)構(gòu)
3.局域網(wǎng)模式
隨著計(jì)算機(jī)應(yīng)用技術(shù)和網(wǎng)絡(luò)技術(shù)的迅速發(fā)展,數(shù)控系統(tǒng)的功能也得到了極大的提高,由此,在近幾年中,在DNC領(lǐng)域又出現(xiàn)了一種新型的數(shù)控機(jī)床網(wǎng)絡(luò)DNC型式---基于以太網(wǎng)絡(luò)的DNC。
由于技術(shù)的不斷發(fā)展,網(wǎng)絡(luò)和開放概念的不斷深入,技術(shù)的開放性被大家一致認(rèn)同,世界上各著名數(shù)控系統(tǒng)制造商紛紛投資研制DNC通訊接口,提供符合MAP標(biāo)準(zhǔn)的DNC網(wǎng)絡(luò)接口選件和通訊軟件,如FANUC的0I(MB)以上的數(shù)控系統(tǒng)均具有DNC網(wǎng)絡(luò)接口選件,并提供了開發(fā)接口庫,第三方開發(fā)商可以在此基礎(chǔ)上進(jìn)行二次開發(fā),由此可以形成功能強(qiáng)大的真正的DNC,可以對(duì)數(shù)控機(jī)床進(jìn)行全面的控制。采用局域網(wǎng)通訊方式大大提高了NC程序管理的效率,同時(shí),通過TCP/IP通訊協(xié)議進(jìn)行網(wǎng)絡(luò)通訊的局域網(wǎng)模式即將成為一種普及的方式,其系統(tǒng)連接如下圖所示:
圖6 局域網(wǎng)式DNC系統(tǒng)結(jié)構(gòu)圖
現(xiàn)場(chǎng)總線方式和局域網(wǎng)方式能夠長距離連接多種現(xiàn)場(chǎng)設(shè)備,但是現(xiàn)場(chǎng)總線必須有自己的專用協(xié)議,必須采用相應(yīng)的開發(fā)工具和開發(fā)平臺(tái),價(jià)格比較昂貴,且不同的廠商不同的設(shè)備間難以做到互操作。
三、數(shù)控機(jī)床網(wǎng)絡(luò)DNC基本功能
其實(shí),數(shù)控機(jī)床網(wǎng)絡(luò)DNC采用什么網(wǎng)絡(luò)結(jié)構(gòu)并不是最重要的,關(guān)鍵是DNC系統(tǒng)能給用戶提供什么樣的服務(wù),用戶從中能獲得多大的效益。由DNC本身的定義來看,其在生產(chǎn)現(xiàn)場(chǎng)所扮演的角色也是不斷發(fā)展變化的,由對(duì)設(shè)備“直接數(shù)字控制”演變成“分布式數(shù)字控制”,DNC的基本功能主要?dú)w納如下:
1. 通訊功能:
NC程序的雙向傳輸:所有數(shù)控設(shè)備實(shí)施聯(lián)網(wǎng)集中管理,利用網(wǎng)絡(luò)進(jìn)行NC程序(包括機(jī)床參數(shù),刀補(bǔ)文件,宏程序等)的雙向傳輸,從而實(shí)現(xiàn)NC程序的海量存儲(chǔ)、集成化管理。
客戶/服務(wù)器結(jié)構(gòu):將每臺(tái)數(shù)控機(jī)床定義為客戶端設(shè)備,利用數(shù)控系統(tǒng)自身的通訊端口(如RS-232,以太網(wǎng)絡(luò),現(xiàn)場(chǎng)總線等)、通訊功能,操作工可在數(shù)控機(jī)床端進(jìn)行數(shù)據(jù)的雙向傳輸以及訪問管理服務(wù)器端數(shù)據(jù)的全部操作,服務(wù)器端對(duì)數(shù)控端的操作請(qǐng)求自動(dòng)進(jìn)行相關(guān)處理而無需人為干預(yù)。
群控與距離:?jiǎn)闻_(tái)計(jì)算機(jī)管理數(shù)控機(jī)床群;通訊距離可達(dá)到幾公里。
DNC網(wǎng)絡(luò)的并發(fā)操作:保證所有入網(wǎng)數(shù)控設(shè)備可在同一時(shí)刻進(jìn)行并發(fā)式的通訊傳輸。
DNC在線加工:全客戶端方式的DNC在線加工,可保證諸如斷點(diǎn)續(xù)傳、子程序調(diào)用等功能均可由操作工在數(shù)控端實(shí)現(xiàn)。
交互式事件響應(yīng)機(jī)制:數(shù)控端的每一項(xiàng)操作都應(yīng)有消息反饋,即無論操作是否正確,操作工在數(shù)控設(shè)備端都能夠得到提示信息文件。
數(shù)據(jù)共享:讓操作工可在本地?cái)?shù)控設(shè)備訪問其它數(shù)控設(shè)備或虛擬機(jī)床信息,方便零件的轉(zhuǎn)移加工。
支持長文件名稱:NC程序名稱在WINDOWS平臺(tái)上實(shí)現(xiàn)長文件名管理,并在程序傳輸時(shí)與程序號(hào)自動(dòng)轉(zhuǎn)換。
通訊日志:記錄工作者所有通訊過程,并對(duì)記錄的信息進(jìn)行分類查詢。
信息采集:通過機(jī)床的宏程序變量輸出功能,實(shí)現(xiàn)機(jī)床加工信息的實(shí)時(shí)采集,并可以實(shí)時(shí)匯總機(jī)床使用效率、零件加工工時(shí)、刀具使用壽命等信息。
網(wǎng)絡(luò)通訊平臺(tái):利用DNC通訊網(wǎng)絡(luò)發(fā)送加工任務(wù)、刀具信息、工藝信息和加工成績(jī)匯報(bào)等,以實(shí)現(xiàn)生產(chǎn)信息的初步集成。
2. 控制功能:#p#分頁標(biāo)題#e#
在普通的RS-232C串行通訊口的網(wǎng)絡(luò)模式下,DNC無法做到對(duì)數(shù)控機(jī)床的實(shí)時(shí)控制,一般來說只有采用以太網(wǎng)式DNC或采用現(xiàn)場(chǎng)總線式DNC才可以達(dá)到此目的,其主要控制功能如下:
CNC網(wǎng)絡(luò)設(shè)置
設(shè)置聯(lián)網(wǎng)CNC的IP地址、端口地址
CNC狀態(tài)監(jiān)視
加工狀態(tài):加工中、空閑、報(bào)警、故障信息
聯(lián)網(wǎng)狀態(tài):聯(lián)機(jī)、脫機(jī)
位置信息:絕對(duì)位置、相對(duì)位置、機(jī)械位置、剩余移動(dòng)量、進(jìn)給速度
歷史記錄:報(bào)警歷史記錄、操作履歷
CNC遠(yuǎn)程控制
顯示各種機(jī)床參數(shù)
設(shè)置各種機(jī)床參數(shù)
顯示NC程序各種信息:如內(nèi)存大小,程序數(shù)等
選擇NC程序:選擇當(dāng)前加工程序、查找任意NC程序
編輯NC程序:編輯CNC系統(tǒng)中的NC程序
刪除NC程序:直接刪除CNC系統(tǒng)中的NC程序
清除報(bào)警歷史記錄
清除操作履歷
系統(tǒng)復(fù)位:通過遠(yuǎn)程CNC復(fù)位
遠(yuǎn)程啟動(dòng):通過遠(yuǎn)程啟動(dòng)加工
遠(yuǎn)程暫停:通過遠(yuǎn)程暫停加工
四、數(shù)控機(jī)床網(wǎng)絡(luò) DNC發(fā)展方向
數(shù)控機(jī)床DNC網(wǎng)絡(luò)技術(shù)將在單項(xiàng)技術(shù)的基礎(chǔ)上,應(yīng)用計(jì)算機(jī)網(wǎng)絡(luò)通信技術(shù),實(shí)現(xiàn)信息的高度集成,并向CIMS方向發(fā)展。DNC網(wǎng)絡(luò)今后發(fā)展的要點(diǎn)如下:
1) 新型網(wǎng)絡(luò)通訊技術(shù):正如上面討論的那樣,新型網(wǎng)絡(luò)通訊技術(shù)有兩種,即以太網(wǎng)絡(luò)和現(xiàn)場(chǎng)總線方式,對(duì)數(shù)控系統(tǒng)制造商來說,向開放式系統(tǒng)發(fā)展,即將PC微機(jī)技術(shù)融合到數(shù)控系統(tǒng)中,應(yīng)用界面MS-WINDOWS化,充分利用PC微機(jī)主流操作系統(tǒng)MS-WINDOWS龐大的軟件資源,使數(shù)控系統(tǒng)聯(lián)網(wǎng)通信更加便捷。目前越來越多的CNC制造商為其CNC提供了以太網(wǎng)絡(luò)接口和現(xiàn)場(chǎng)總線接口。開放式數(shù)控系統(tǒng)有兩種方式:
PC-CNC:在PC微機(jī)的基礎(chǔ)上融合CNC功能。
CNC-PC:在CNC系統(tǒng)融合PC微機(jī)的功能。
2) 無線通信技術(shù):采用無線通信技術(shù),實(shí)現(xiàn)計(jì)算機(jī)與數(shù)控機(jī)床間通訊無線化,以減少現(xiàn)場(chǎng)施工,縮短工期。無線Modem技術(shù)指標(biāo)如下所示:
帶RS-232C接口
2.4GHZ,無需辦理頻率申請(qǐng)。
高速(119Kbps)、高可靠性。
有效通信距離100~200m。
3)信息的高度集成:
采集更完備的機(jī)床信息,為車間生產(chǎn)管理提供第一手信息。
智能分析采集的信息。
對(duì)設(shè)備進(jìn)行實(shí)時(shí)控制。
與ERP,PDM,MES等系統(tǒng)真正無縫聯(lián)結(jié)。
五、總 結(jié)
上面所介紹的幾種DNC模式,近十年來筆者都曾進(jìn)行了大量的實(shí)驗(yàn)、開發(fā),有些模式已形成了成熟的產(chǎn)品。以上所述內(nèi)容如有不當(dāng)之處敬請(qǐng)批評(píng)指正。
總之,在我國,數(shù)控機(jī)床網(wǎng)絡(luò)DNC經(jīng)過十多年來的發(fā)展,經(jīng)歷了艱難曲折的發(fā)展道路,如今在高新技術(shù)不斷發(fā)展的年代取得了長足的進(jìn)步,但是,目前除了基于RS-232C串口通訊的模式下出現(xiàn)了有限的幾款優(yōu)秀DNC產(chǎn)品外,在局域網(wǎng)絡(luò)和現(xiàn)場(chǎng)總線方式下只是作了一些有限的探討,還未出現(xiàn)成熟的產(chǎn)品,還需要廣大同仁再接再勵(lì),為我國制造業(yè)作出更大的貢獻(xiàn)!衷心祝愿數(shù)控機(jī)床網(wǎng)絡(luò)DNC之花在廣袤的制造業(yè)市場(chǎng)上燦爛地開放!#p#分頁標(biāo)題#e#
相關(guān)文章
- 2021-08-01Visual LISP程序設(shè)計(jì)(AutoCAD 2006)PDF下載
- 2021-07-30AutoCAD程序設(shè)計(jì)魔法書 [AutoLISP DCL基礎(chǔ)篇]PDF下載
- 2016-01-08邱德光北京星河灣A5戶型完整施工圖及高清現(xiàn)場(chǎng)照片
- 2015-09-07HBA安徽合肥皇冠假日酒店二層施工圖下載
- 2015-07-30蘭州天慶國際新城售樓部效果圖,現(xiàn)場(chǎng)照,施工圖,物料表
- 2014-08-27某工廠數(shù)控車間建筑施工圖下載
- 2013-12-20富隆酒窖紅酒莊CAD施工圖免費(fèi)下載
- 2013-11-138套通訊網(wǎng)絡(luò)運(yùn)營商營業(yè)廳裝飾CAD施工圖
- 2013-02-22鍵槽尺寸查詢程序 不用安裝可直接用
- 2013-02-21ca6140數(shù)控車床橫向進(jìn)給裝配圖