1、數(shù)控機(jī)床的加工過(guò)程
將被加工零件圖紙上的幾何信息和工藝信息用規(guī)定的代碼和格式編寫(xiě)成加工程序,然后將加工程序輸入數(shù)控裝置,按照程序的要求,經(jīng)過(guò)數(shù)控系統(tǒng)信息處理,分配,使各坐標(biāo)移動(dòng)若干個(gè)最小位移量,實(shí)現(xiàn)刀具與工件的相對(duì)運(yùn)動(dòng),完成零件的加工
數(shù)控加工中數(shù)據(jù)轉(zhuǎn)換過(guò)程
SHAPE * MERGEFORMAT
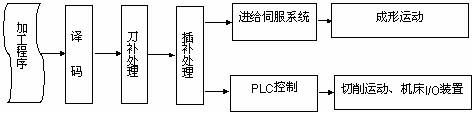 q 譯碼(解釋)
譯碼程序的主要功能是將用文本格式(通常用ASCII碼)表達(dá)的零件加工程序,以程序段為單位轉(zhuǎn)換成刀補(bǔ)處理程序所要求的數(shù)據(jù)結(jié)構(gòu)(格式)。該數(shù)據(jù)結(jié)構(gòu)用來(lái)描述一個(gè)程序段解釋后的數(shù)據(jù)信息。它主要包括:X、Y、Z等坐標(biāo)值;進(jìn)給速度;主軸轉(zhuǎn)速;G代碼;M代碼;刀具號(hào);子程序處理和循環(huán)調(diào)用處理等數(shù)據(jù)或標(biāo)志的存放順序和格式。
q 刀補(bǔ)處理(計(jì)算刀具中心軌跡)
用戶零件加工程序通常是按零件輪廓編制的,而數(shù)控機(jī)床在加工過(guò)程中控制的是刀具中心軌跡,因此在加工前必須將零件輪廓變換成刀具中心的軌跡。刀補(bǔ)處理就是完成這種轉(zhuǎn)換的程序。
q 插補(bǔ)計(jì)算
本模塊以系統(tǒng)規(guī)定的插補(bǔ)周期△t定時(shí)運(yùn)行,它將由各種線形(直線,園弧等)組成的零件輪廓,按程序給定的進(jìn)給速度F,實(shí)時(shí)計(jì)算出各個(gè)進(jìn)給軸在△t內(nèi)位移指令(△X1、△Y1、…),并送給進(jìn)給伺服系統(tǒng),實(shí)現(xiàn)成形運(yùn)動(dòng)。這個(gè)過(guò)程將在下面進(jìn)一步敘述。
q PLC控制
PLC控制是對(duì)機(jī)床動(dòng)作的“順序控制”。即以CNC內(nèi)部和機(jī)床各行程開(kāi)關(guān)、傳感器、按鈕、繼電器等開(kāi)關(guān)量信號(hào)狀態(tài)為條件,并按預(yù)先規(guī)定的邏輯順序?qū)χT如主軸的起停、換向,刀具的更換,工件的夾緊、松開(kāi),冷卻、潤(rùn)滑系統(tǒng)等的運(yùn)行等進(jìn)行的控制。
2、 數(shù)控加工軌跡控制原理
SHAPE * MERGEFORMAT
q 譯碼(解釋)
譯碼程序的主要功能是將用文本格式(通常用ASCII碼)表達(dá)的零件加工程序,以程序段為單位轉(zhuǎn)換成刀補(bǔ)處理程序所要求的數(shù)據(jù)結(jié)構(gòu)(格式)。該數(shù)據(jù)結(jié)構(gòu)用來(lái)描述一個(gè)程序段解釋后的數(shù)據(jù)信息。它主要包括:X、Y、Z等坐標(biāo)值;進(jìn)給速度;主軸轉(zhuǎn)速;G代碼;M代碼;刀具號(hào);子程序處理和循環(huán)調(diào)用處理等數(shù)據(jù)或標(biāo)志的存放順序和格式。
q 刀補(bǔ)處理(計(jì)算刀具中心軌跡)
用戶零件加工程序通常是按零件輪廓編制的,而數(shù)控機(jī)床在加工過(guò)程中控制的是刀具中心軌跡,因此在加工前必須將零件輪廓變換成刀具中心的軌跡。刀補(bǔ)處理就是完成這種轉(zhuǎn)換的程序。
q 插補(bǔ)計(jì)算
本模塊以系統(tǒng)規(guī)定的插補(bǔ)周期△t定時(shí)運(yùn)行,它將由各種線形(直線,園弧等)組成的零件輪廓,按程序給定的進(jìn)給速度F,實(shí)時(shí)計(jì)算出各個(gè)進(jìn)給軸在△t內(nèi)位移指令(△X1、△Y1、…),并送給進(jìn)給伺服系統(tǒng),實(shí)現(xiàn)成形運(yùn)動(dòng)。這個(gè)過(guò)程將在下面進(jìn)一步敘述。
q PLC控制
PLC控制是對(duì)機(jī)床動(dòng)作的“順序控制”。即以CNC內(nèi)部和機(jī)床各行程開(kāi)關(guān)、傳感器、按鈕、繼電器等開(kāi)關(guān)量信號(hào)狀態(tài)為條件,并按預(yù)先規(guī)定的邏輯順序?qū)χT如主軸的起停、換向,刀具的更換,工件的夾緊、松開(kāi),冷卻、潤(rùn)滑系統(tǒng)等的運(yùn)行等進(jìn)行的控制。
2、 數(shù)控加工軌跡控制原理
SHAPE * MERGEFORMAT
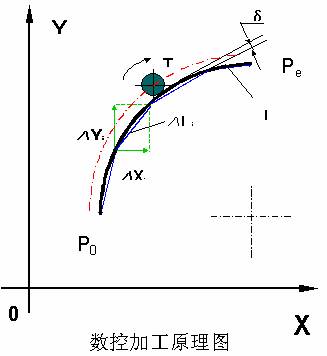 Ø 圖為欲加工的圓弧軌跡L,起點(diǎn)為P0,終點(diǎn)為Pe。CNC裝置首先對(duì)圓弧進(jìn)行逼近處理。
Ø 系統(tǒng)按插補(bǔ)時(shí)間⊿t和進(jìn)給速度F的要求,將 L分割成若干短直線
⊿L1,⊿L2,…,⊿Li,…,
這里:
⊿Li = F⊿t (i=1,2,…)
F:用戶給定的進(jìn)給速度
⊿t:數(shù)控系統(tǒng)插補(bǔ)周期
Ø 用直線⊿Li逼近圓弧存在著逼近誤差δ,但只要δ足夠小(⊿Li足夠短),總能滿足零件的加工要求。
Ø 當(dāng)F為常數(shù)時(shí),而⊿t對(duì)數(shù)控系統(tǒng)而言恒為常數(shù),則⊿Li的長(zhǎng)度也為常數(shù)⊿L,只是其斜率與其在L上的位置有關(guān)。
Ø 插補(bǔ)運(yùn)算
² 將⊿Li分解為X 軸及Y 軸移動(dòng)分量DXi和DYi(在Dti時(shí)間內(nèi)),要求滿足:
Ø 圖為欲加工的圓弧軌跡L,起點(diǎn)為P0,終點(diǎn)為Pe。CNC裝置首先對(duì)圓弧進(jìn)行逼近處理。
Ø 系統(tǒng)按插補(bǔ)時(shí)間⊿t和進(jìn)給速度F的要求,將 L分割成若干短直線
⊿L1,⊿L2,…,⊿Li,…,
這里:
⊿Li = F⊿t (i=1,2,…)
F:用戶給定的進(jìn)給速度
⊿t:數(shù)控系統(tǒng)插補(bǔ)周期
Ø 用直線⊿Li逼近圓弧存在著逼近誤差δ,但只要δ足夠小(⊿Li足夠短),總能滿足零件的加工要求。
Ø 當(dāng)F為常數(shù)時(shí),而⊿t對(duì)數(shù)控系統(tǒng)而言恒為常數(shù),則⊿Li的長(zhǎng)度也為常數(shù)⊿L,只是其斜率與其在L上的位置有關(guān)。
Ø 插補(bǔ)運(yùn)算
² 將⊿Li分解為X 軸及Y 軸移動(dòng)分量DXi和DYi(在Dti時(shí)間內(nèi)),要求滿足:
 且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不斷變化。
Ø 指令輸出
² 將計(jì)算出△ti 在時(shí)間內(nèi)的和作為指令輸出給Y軸,以控制它們聯(lián)動(dòng)。即:
DXiÞ X 軸; DYi Þ Y 軸
只要能連續(xù)自動(dòng)地控制X,Y 兩個(gè)進(jìn)給軸在△ti時(shí)間內(nèi)移動(dòng)量,就可以實(shí)現(xiàn)曲線輪廓零件的加工。#p#分頁(yè)標(biāo)題#e#
且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不斷變化。
Ø 指令輸出
² 將計(jì)算出△ti 在時(shí)間內(nèi)的和作為指令輸出給Y軸,以控制它們聯(lián)動(dòng)。即:
DXiÞ X 軸; DYi Þ Y 軸
只要能連續(xù)自動(dòng)地控制X,Y 兩個(gè)進(jìn)給軸在△ti時(shí)間內(nèi)移動(dòng)量,就可以實(shí)現(xiàn)曲線輪廓零件的加工。#p#分頁(yè)標(biāo)題#e#
q 譯碼(解釋)
譯碼程序的主要功能是將用文本格式(通常用ASCII碼)表達(dá)的零件加工程序,以程序段為單位轉(zhuǎn)換成刀補(bǔ)處理程序所要求的數(shù)據(jù)結(jié)構(gòu)(格式)。該數(shù)據(jù)結(jié)構(gòu)用來(lái)描述一個(gè)程序段解釋后的數(shù)據(jù)信息。它主要包括:X、Y、Z等坐標(biāo)值;進(jìn)給速度;主軸轉(zhuǎn)速;G代碼;M代碼;刀具號(hào);子程序處理和循環(huán)調(diào)用處理等數(shù)據(jù)或標(biāo)志的存放順序和格式。
q 刀補(bǔ)處理(計(jì)算刀具中心軌跡)
用戶零件加工程序通常是按零件輪廓編制的,而數(shù)控機(jī)床在加工過(guò)程中控制的是刀具中心軌跡,因此在加工前必須將零件輪廓變換成刀具中心的軌跡。刀補(bǔ)處理就是完成這種轉(zhuǎn)換的程序。
q 插補(bǔ)計(jì)算
本模塊以系統(tǒng)規(guī)定的插補(bǔ)周期△t定時(shí)運(yùn)行,它將由各種線形(直線,園弧等)組成的零件輪廓,按程序給定的進(jìn)給速度F,實(shí)時(shí)計(jì)算出各個(gè)進(jìn)給軸在△t內(nèi)位移指令(△X1、△Y1、…),并送給進(jìn)給伺服系統(tǒng),實(shí)現(xiàn)成形運(yùn)動(dòng)。這個(gè)過(guò)程將在下面進(jìn)一步敘述。
q PLC控制
PLC控制是對(duì)機(jī)床動(dòng)作的“順序控制”。即以CNC內(nèi)部和機(jī)床各行程開(kāi)關(guān)、傳感器、按鈕、繼電器等開(kāi)關(guān)量信號(hào)狀態(tài)為條件,并按預(yù)先規(guī)定的邏輯順序?qū)χT如主軸的起停、換向,刀具的更換,工件的夾緊、松開(kāi),冷卻、潤(rùn)滑系統(tǒng)等的運(yùn)行等進(jìn)行的控制。
2、 數(shù)控加工軌跡控制原理
SHAPE * MERGEFORMAT
Ø 圖為欲加工的圓弧軌跡L,起點(diǎn)為P0,終點(diǎn)為Pe。CNC裝置首先對(duì)圓弧進(jìn)行逼近處理。
Ø 系統(tǒng)按插補(bǔ)時(shí)間⊿t和進(jìn)給速度F的要求,將 L分割成若干短直線
⊿L1,⊿L2,…,⊿Li,…,
這里:
⊿Li = F⊿t (i=1,2,…)
F:用戶給定的進(jìn)給速度
⊿t:數(shù)控系統(tǒng)插補(bǔ)周期
Ø 用直線⊿Li逼近圓弧存在著逼近誤差δ,但只要δ足夠小(⊿Li足夠短),總能滿足零件的加工要求。
Ø 當(dāng)F為常數(shù)時(shí),而⊿t對(duì)數(shù)控系統(tǒng)而言恒為常數(shù),則⊿Li的長(zhǎng)度也為常數(shù)⊿L,只是其斜率與其在L上的位置有關(guān)。
Ø 插補(bǔ)運(yùn)算
² 將⊿Li分解為X 軸及Y 軸移動(dòng)分量DXi和DYi(在Dti時(shí)間內(nèi)),要求滿足:
且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不斷變化。
Ø 指令輸出
² 將計(jì)算出△ti 在時(shí)間內(nèi)的和作為指令輸出給Y軸,以控制它們聯(lián)動(dòng)。即:
DXiÞ X 軸; DYi Þ Y 軸
只要能連續(xù)自動(dòng)地控制X,Y 兩個(gè)進(jìn)給軸在△ti時(shí)間內(nèi)移動(dòng)量,就可以實(shí)現(xiàn)曲線輪廓零件的加工。#p#分頁(yè)標(biāo)題#e# 相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF