Delcam的加工軟件PowerMILL長期以來被業界贊譽為產生高速加工NC程序的一流系統。Delcam在高速加工方面的經驗越來越明顯地證明,高速加工不能僅僅依賴于提高主軸轉速來實現。刀具咨詢商H.R.Pearce和刀具生產廠家Mitsubishi Carbide的合作研究結果表明,用戶必須改變其對整個加工過程基本原理的認識,方可真正看到任何在高速加工設備方面投資所得到的效果。
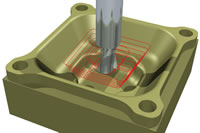
加工策略的基本點是:盡可能地保持刀具負荷的穩定,從而最大限度地延長刀具的使用壽命;盡可能地減少任何切削方向的突然變化,從而盡量減少切削速度的降低。要滿足上述的這些條件,則在粗加工中,必須使用偏置加工策略,而不是使用傳統的平行加工策略。在可能的情況下,都應從工件的中心開始向外加工,以盡量減少全刀寬切削。
以前對高速加工的要求是,必須同時保證使用比傳統加工方法小的行距和下切步距。最新切削刀具技術的發展,使得下切步距大小不再受到限制。
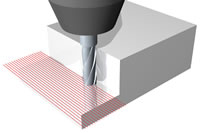
現在在粗加工過程中,可使用帶有4到6個刃槽,可使用刀具側面切削的球頭刀來進行深切加工。然而,在這種情況下,行距仍然需相對的小。同樣,使用刀具的側面進行加工,在精加工陡峭壁時,可通過從底部向上加工來優化精加工刀具路徑。
粗加工中最好使用順銑,因為使用順序可減少刀具磨損。盡管這種加工方法確實存在許多不必要的刀具空程移動,但此時,切削移動速度的提高,足以彌補空程移動的損失。當切削厚度小于0.3mm時,在精加工過程中可安全地組合使用順銑和逆銑來進行加工。
切入和切出工件時,無論是粗加工還是精加工,都應使用使用圓弧切入和切出方法來切入或離開工件。應盡量避免垂直下刀,直接接近零件表面,因為這樣會降低切削速度,同時會在零件表面上留下很多刀痕。
切削角落時,刀具半徑應相對小于角落半徑,以保持最大接觸距離小于切削刀具周長的30%以下。這樣可使刀具得到足夠的冷卻,同時避免刀具進入角落時刀具負荷的突然增加。
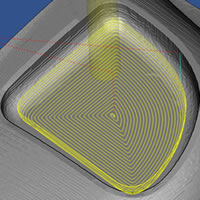
對許多形狀來說,精加工最有效的策略是使用三維螺旋策略。使用這種策略可避免使用平行策略和偏置精加工策略中會出現的頻繁的方向改變,從而提高加工速度,減少刀具磨損。
毫無疑問,PowerMILL提供上述的所有策略,它們是Delcam為工模具加工和產品加工商全面加工解決方案承諾的一部分。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF