序言
作為產品性能重要方面之一的經濟性,由于其涉及因素的復雜性,長期以來難以合理評價。CAD/CAPP一體化模型的出現使計算機輔助成本估算(CACE)成為可能。基于CAD/CAPP一體化模型的成本估算軟件能使設計師在產品制造之前就能較為準確地預測其成本,為產品市場報價或重新設計及改進提供了依據[1,2]。
1 焊接成本的估算規律
廣泛采用焊接結構是機械制造工藝發展的一個重要趨勢。在一些工業發達國家,焊接結構已占機械坯件的40%左右。為了在制造之前即預知焊接成本,以下就工業上最常應用的CO2保護焊和埋弧自動焊的成本估算方法進行討論。
1.1 焊接成本的影響因素分析影響
整個焊接過程最終成本的因素有:
(1)鋼板的準備(切割、開坡口等)、定位和矯正等輔助工時費用;
(2)焊接燃弧工時費用;
(3)重新起弧、清理焊縫和消除應力等輔助工時費用和管理費用;
(4)焊條、焊劑及保護氣體等的材料費用及電費。
其中,焊縫所需的金屬填充量直接影響焊接燃弧工時與焊條等的材料消耗,對焊接成本影響較大。例如板厚6mm的對接焊,裝配間隙4.5mm的焊縫截面積約為間隙0.8mm時截面積的5倍,后者的焊接速度比前者快3倍,而相同焊接時間內后者焊絲消耗量約為前者的71%。因此要降低焊接成本,就要很好地控制焊縫金屬量。
1.2 焊接工時和焊接成本的計算
焊接燃弧時間
![]()
式中Mi為焊縫金屬重量,Mi=Vi·ρ,ρ為焊縫金屬密度,Vi為焊縫金屬體積,Vi=Li·Ai,Li為焊縫長,Ai為焊縫截面積,可表示為焊縫特征參數的函數即Ai=f(S,α,β,b,ρ,H,R);Ei為單位時間內焊縫金屬填充量;N為焊縫數。
工藝輔助時間tF由用來將物件集中、矯正和定位所花的時間t1與換焊條、重新起弧、去焊渣、清理焊縫所花的時間t2組成,可分別計算如下[3,4]:
式中C1i、C2i為特定的加工工時系數,αi為難度系數,Gi為焊接件重量,Xi為零件數,Si為板厚,Li為焊縫長,n為需集中、定位后焊接的焊縫數,N為總焊縫數。
另外,焊縫金屬材料費用及電費可計算如下:
![]()
式中Mi為焊縫金屬重量,Km為費用系數,ηm為焊縫材料利用率。
引入企業單位工時成本系數KW與工時利用率ηW可得出以下總的焊接加工成本計算公式:

2 基于CAD/CAPP的焊接成本估算模型
迄今的CAD/CAPP軟件能進行產品設計方案的結構設計和詳細工藝規劃,此后產品的成本就已基本確定。但迄今的CAD/CAPP模型一般以達到零部件的制造要求為目的,很少考慮其對產品制造工時及成本的影響。如果在現有的CAD/CAPP模型基礎上增加成本估算模塊,就能進行較為準確的產品經濟性評價。
為此,開發了基于CAD/CAPP模型的焊接成本估算軟件系統WCES(圖1),其輸入為CAD/CAPP模塊產生的有關參數,輸出為焊接成本、零部件成本結構及經濟性評價。主要步驟如下:
(1)從已有的CAD/CAPP模型中提取相應的焊接特征。產品模型中包含了各種各樣的特征信息,對于焊接成本估算,要提取的焊接特征包括材料特性、焊接形式、焊接件的板厚S1和S2與焊縫長度L有關的一系列尺寸以及坡口角度α(β)、間隙b、鈍邊P、根部半徑R、坡口深度H等其它焊縫特征參數。
(2)將設計特征參數轉換為成本特征參數。一般從CAD/CAPP模型中提取的特征參數并不能直接作為成本估算模塊的輸入,而需要設計特征參數向成本特征參數的轉換。對于焊接成本估算,需要輸入焊縫長度值L,但結構設計模塊往往只產生其間接值。如圓管周邊的焊接,只給出管子直徑,還需將它轉換為圓管周長即L值;要得到弧形焊縫的長度L,就要把已有的半徑、角度等參數轉換為弧線的實際長度值。這一類的轉換模型就是弧線半徑乘弧線角度得參數L。其它則可以根據不同要求進行不同類型的轉換。
(3)計算焊縫金屬量V。
(4)計算焊接工時tr、輔助工時tF。
(5)計算焊接成本CW。
(6)根據成本計算結果分析成本結構,進行經濟性評價。
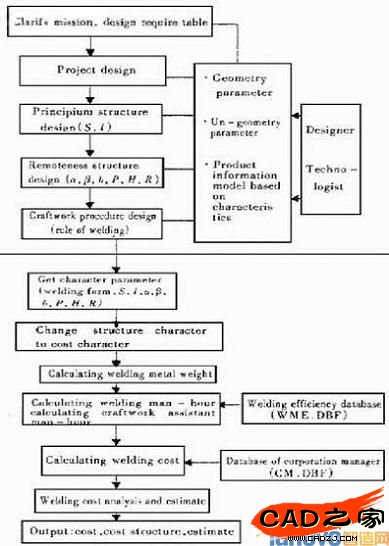
圖1 基于CAD/CAPP模型的焊接成本估算系統
3 液壓挖掘機斗桿焊接件成本的估算與分析
大型挖掘機工作裝置大都采用焊接結構件,其中斗桿焊接件就有約30組焊縫。下面應用WCES來進行斗桿件的焊接成本估算與分析。
3.1成本估算
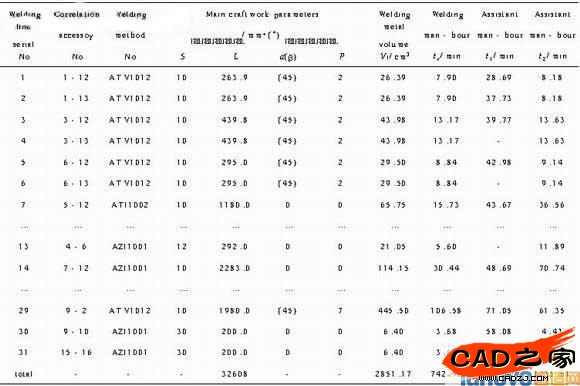
表1給出了斗桿件所有焊縫的焊接特征參數與工時成本數據。表中焊縫序號表示CAPP產生的焊接順序;相關零件號表示該焊縫所連接的零件在圖紙上的序號;焊接方法[5]編號原則是:第一位“A”表示CO2氣體保護焊,第二位“T”、“Z”分別表示T型接頭焊接形式和搭接焊形式,第三位“I”、“V”分別表示I形、V形坡口形式,第四位“1”表示坡口為單邊形式,第五位“0”表示焊接不帶墊板,第六位“1”、“0”分別表示坡口帶與不帶鈍邊,第七位“1”、“2”分別表示單面焊與雙面焊;主要工藝參數中因參數b、H、R的值都為零,故未予列出。
表1 斗桿件焊接特征參數與工時成本
(1)材料成本
![]()
式中Gi為材料重量,KMi為費用系數,ηMi為材料利用率,N為零件數。
斗桿坯料總重量G=621.368kg,其中熱軋板G1=499.381kg,KM1=3.5元/kg,ηM1=0.75;鋼管重量G2=121.987,KM2=5.0元/kg,ηM2=0.85;代入式(6)得:
CM=499.381×3.5/0.75+121.987×5.0/0.85=3048.02(元)
(2)焊接加工成本
CW取C1i=1.1min/kg,αi=1.5,Xi=2;Gi為一個零(部)件與另一個零(部)件需定位后焊接首道焊縫時焊接件的總重量,而這樣的焊接有n次(對于該斗桿n=16);C2i=0.8min/mm1.5·m,總焊接縫數N=31,由式(1)、(2)和(3)計算(表1)得:
tr=742.92(min);
t1=693.97(min);
t2=1235.61(min);
V=2851.17(cm3);
另取焊縫金屬材料比重ρ=8.0g/cm3,利用率ηm=75%,費用系數Km=15元/kg;企業單位工時成本系數(包括工資、設備折舊費、福利費等)KW=0.85元/min,工時利用率ηG=75%;由式(4)和(5)得:
焊縫金屬材料費用Cm=456.19(元);
焊接加工成本CW=3485.02(元)。
(3)制造成本C
由上可得斗桿件制造成本C=CM+CW=6533.04(元)。
3.2 成本結構分析
各部分成本占斗桿件制造成本的比例為:
零件材料成本?M=CM/C=3048.02/6533.04=46.66%;
焊接加工成本?W=CW/C=3485.02/6533.04=53.34%;
在焊接加工成本中,用于將工件集中、矯正、定位所花的工時成本占:?1=(693.97/0.75×0.85)/3485.02=22.57%
焊接燃弧工時成本占:?2=(742.92/0.75×0.85)/3485.02=24.16%
用于換焊條、重新起弧、清理焊縫等的工時成本占:?3=(1235.61/0.75×0.85)/3485.02=40.18%
焊縫金屬材料成本占:?4=456.19/3485.02=13.09%
4 結束語
基于CAD/CAPP的焊接成本估算雖然能使設計師在制造前對焊接件成本進行定量估算與經濟性評價,但成本分析未能與CAD/CAPP完全一體化,還不能在設計中有效地降低產品成本。因此,必須進一步在設計過程中用成本分析的觀點來選擇產品的設計參數和工藝參數,以達到技術性與經濟性的最佳結合。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF