隨著計算機輔助設計(CAD)與計算機輔助制造(CAM)技術的發展及其在塑料模具設計技術中的應用,逐步形成了以計算機模擬為手段剖析塑料加工過程并完成模具優化設計的塑料模具計算機輔助工程(CAE)技術。CAE技術目前已成為開發塑料制品,優化模具設計及產品加工的最有效途徑。Moldflow是一款具有強大功能的專業注射成型CAE軟件,目前被廣泛應用于注射成型領域中的模流分析。
1 注塑模CAE技術的內容、原則
在塑料制品成型過程中,塑料在型腔中的流動和成型與材料性能、制品的形狀尺寸、成型溫度、成型速度、成型壓力、成型時間、型腔表面情況和模具設計等一系列因素有關。注射成型CAE分析可以為模具設計和制造提供可靠、優化的參考數據,其中主要內容包括:①澆注系統的平衡,澆口的數量、位置和大小;②熔接痕、氣穴的位置預測;③型腔內部的溫度變化;④注塑過程中的注塑壓力和熔體在填充過程中的壓力損失;⑤熔體的溫度變化;⑥剪切應力、剪切速率。
根據注射成型的CAE分析結果,可以判斷模具及其澆注系統的設計是否合理,其基本原則為:①各流道的壓差要比較小,壓力損失基本一致;②整個澆注系統要基本平衡,即保證熔體要同時到達、同時充滿型腔;③型腔要基本同時填充完畢;④填充時間要盡可能短,總體注塑壓力要小,壓力損失也要小;⑤填充結束時熔體的溫度梯度不大;⑥熔接痕和氣穴位置合理,不影響產品質量。
2 Moldflow軟件功能簡介
Moldflow軟件是美國MOLDFIOW公司的產品,該公司自1976年發行了世界上第一套塑料注射成型流動分析軟件以來,一直主導塑料成型CAE軟件市場,目前已成為塑料模具分析領域的領導者。
Moldllow軟件包括兩部分:
(1)產品優化顧問(MPA):在設計完產品后,運用MPA軟件模擬分析,在很短的時間內就可以得到優化的產品設計方案,并確認產品表面質量。
(2)注射成型模擬分析(MPI):對塑料制品和模具進行深人分析的軟件包。它可以在計算機上對整個注塑過程進行模擬分析,包括填充、保壓、冷卻、翹曲、纖維取向、結構應力和收縮,以及氣體輔助成型分析等,使設計者在設計階段就找出未來產品可能出現的缺陷,提高一次試模的成功率。
使用Moldflow軟件能夠優化塑料制品,得到制品的實際最小壁厚,優化制品結構;能夠優化模具結構,得到最佳的澆口位置、合理的流道與冷卻系統;能夠優化注塑工藝參數,確定最佳的注塑壓力、保壓壓力、鎖模力、模具溫度、熔體溫度、注射時間、保壓時間和冷卻時間,以注塑出最佳的塑料制品。
3 應用實例
圖1所示為MP3前面板注塑件。筆者以該注塑件為實例介紹Moldflow軟件在注塑模CAE技術中的應用,說明MPI中基本模流分析流程及相關內容。

MP3前面板要求表面光滑、美觀,并且抗摔、耐磨、有足夠的強度,筆者選用(丙烯睛/丁二烯/苯乙烯)共聚物(ABS)作為成型材料。
3.1 分析前處理
前處理是指注塑件幾何形狀的建立及有限元網格的剖分、注塑材料特性參數及注塑工藝條件的交互輸人,以便為注塑過程的計算機模擬創造必要的條件。
在Pro/E中對該MP3前面板進行三維實體造型,并將STL格式文件導人到Moldflow/MPI模塊中。對被分析對象進行網格劃分及修改,最終使最大縱橫比為12.89,匹配率為91.2%,以使得分析結果準確;在Moldflow提供的材料庫中選擇GE Plas-tics公司的ABS;設置分析類型為冷卻+流動+翹曲(Cool+Flow+Warp);為了使數值化模擬結果與實際的注射成型結果具有一定的可比性,在MPI中的CAE模型應盡可能與注塑模相吻合,創建一模兩腔的澆注系統并對其進行網格劃分,參考分析得到的最佳澆口位置設計進澆位置,其中主流道為圓錐形,采用圓形分流道,側澆口;創建并列排布式冷卻流道并劃分網格;設置注塑過程工藝參數:模具溫度為40℃,熔料溫度默認為230℃,填充控制、注塑壓力及速度/壓力控制轉換均為默認設置。
前處理完成后,得到的整體分析模型見圖2。

3.2 過程模擬
對于注塑過程模擬,按時間順序依次為聚合物熔體的流動模擬、壓實模擬和冷卻模擬。聚合物熔體是連續介質,且流動是非穩態、非等溫性的,通常遵循質量、動量和能量守恒原理,即遵循連續性方程、動量方程和能量方程,為確定聚合物熔體在外部因素作用下的響應,還需知道反映其宏觀性質的本構關系。在建立相應的數學模型時,要使用一系列適用于各階段的假定,將本構方程、守恒方程和狀態方程簡化,并聯立求解。應用Moldflow軟件,在完成了產品模型的前處理之后,即可進行過程模擬,整個解算器的計算過程基本由MPI系統自動完成。
3.3 結果分析
(1)填充時間分析
填充時間(Fill time)為動態結果,它可以顯示從開始進料到完成充模整個注塑過程中任一時刻流動前鋒的位置。對MP3前面板的填充時間分析結果如圖3所示,在0.7905 s的短時間內完成了對注塑件的完全填充。填充時間分配較均勻,注塑件邊緣末端的充滿時間在0.5~0.79s,相差約0.3s,流動較為均衡,熔體基木上在同一時刻到達型腔端部。

(2)壓力曲線變化分析
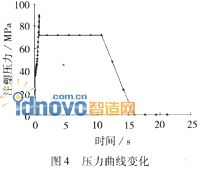
圖4示出進料口位置的壓力在注射、保壓、冷卻整個過程中的變化。從圖4可以看出,從剛開始注射一直到快充滿型腔時,注塑壓力直線上升,最大為90 MPa,隨后壓力迅速降低至約72 MPa,一直持續到11s,從11s以后壓力逐漸降低為0.整個周期約22s。
(3)溫差分析
圖5示出注塑件的溫度分布情況。除去澆注系統外,該注塑件在水路布置形式下,溫度分布比較均勻,在26.03~34.73℃之間,溫差為8.7℃,該值在推薦值控制范圍(20℃)之內,溫差較小,注塑件的表面質量可以得到保證。

(4)熔接痕分析
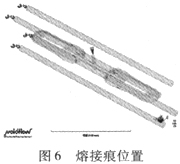
熔接痕不僅影響注塑件的外觀質量,更重要的是損害其力學性能,應盡量控制。經Moldflow分析得到的熔接痕位置如圖6所示。注塑件的孔洞結構附近出現線狀熔接痕,原因是熔料在匯合處融合不完全,可通過適當提高料溫、提高注塑壓力來改善。
(5)氣穴位置分析
氣穴的存在會影響注塑件成型及脫模后的質量,使注塑件內部產生空洞、短射或表面瑕疵。經Moldflow分析得到的氣穴位置如圖7所示,基本分布在注塑件側壁邊緣。在模具設計時,要特別注意這些部位的排氣問題,可以通過分型面間隙及推桿與凸模嵌塊的配合間隙實現排氣。另外,ABS塑料表面極易吸濕,吸水率約在0.2%~0.45%之間,成型之前必須干燥,防止因塑料干燥不良而含有水分、溶劑和揮發性氣體。

(6)翹曲分析
所謂翹曲,就是不均勻的內部應力導致注塑件形狀、尺寸的缺陷,其產生的原因為收縮不均勻。原則上,導致收縮變化過大的原因有3點:區域收縮不均勻、取向不均勻、冷卻不均勻。MoldOow的翹曲分析用于判定采用熱塑性材料成型的注塑件是否會出現翹曲以及翹曲的參數。
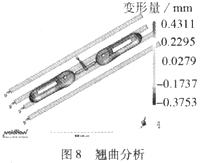
圖8示出翹曲分析結果。由圖8可知,注塑件的最大變形量為0.4311mm,主要分布在冷卻系統進水處。由此推斷,冷卻不均勻是導致該注塑件翹曲的主要原因。在實際模具設計時,要適當調整冷卻系統的排布。
4 結語
Moldflow是塑料模具CAE技術中不可缺少的軟件。適當、正確地應用該軟件及CAE技術,可以在模具加工前,在計算機上對整個注射成型過程進行模擬分析,準確預測熔體的填充、保壓、冷卻過程,以及制品的收縮和翹曲變形,出現氣穴、熔接痕等缺陷的情況,以便設計者能盡早發現問題,及時修改注塑件和模具設計,而不必等試模以后再返修模具。這不僅是對傳統模具設計方法的一次突破,而且對減少甚至避免模具返修報廢、提高制品質量和降低成本等都有著重大的技術經濟意義。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF