摘要:中信重工礦石-國內(nèi)最大礦用磨機在中信重工試車驗收成功駕駛室推土機用戶-山推SD22駕駛室改進工作圓滿完成鉆機中國露天-阿特拉斯·科普柯舉行第100臺D7鉆機交機慶典永磁風(fēng)力發(fā)電機-“全永磁懸浮風(fēng)力發(fā)電機”事件跟蹤中國啤酒標(biāo)貼-我國飲料貼標(biāo)機發(fā)展史企業(yè)挖掘機天津-我國第十批進口舊挖掘機企業(yè)名單正式公布加工零件精度-典型儀表殼體類零件的數(shù)控加工工藝研究唐山市標(biāo)書環(huán)保局-唐山市豐南區(qū)環(huán)保局環(huán)保監(jiān)測儀器設(shè)備項目招標(biāo)廣東東路東風(fēng)-立式電腦數(shù)控加工中心招標(biāo)公告貴州產(chǎn)品機械-4MZ-5型采棉機填補國內(nèi)空白一、前言制造業(yè)信息化是當(dāng)今世界制造業(yè)發(fā)展的大趨勢,是以信息化帶動工業(yè)化戰(zhàn)略的重要組成部分。從制造業(yè)的角度看,就是要實現(xiàn)產(chǎn)品設(shè)計數(shù)字化、制造數(shù)字化、管理數(shù)字化、咨詢服務(wù)數(shù)字化等。數(shù)字化技術(shù)的應(yīng)用導(dǎo)致了制造信息的表述、存儲、處理、傳遞等方法的深刻變革,使建模,零件,組件,方法,部件,模型,技術(shù),樣機,單元,產(chǎn)品,
一、前言
制造業(yè)信息化是當(dāng)今世界制造業(yè)發(fā)展的大趨勢,是以信息化帶動工業(yè)化戰(zhàn)略的重要組成部分。從制造業(yè)的角度看,就是要實現(xiàn)產(chǎn)品設(shè)計數(shù)字化、制造數(shù)字化、管理數(shù)字化、咨詢服務(wù)數(shù)字化等。數(shù)字化技術(shù)的應(yīng)用導(dǎo)致了制造信息的表述、存儲、處理、傳遞等方法的深刻變革,使制造業(yè)逐步從傳統(tǒng)的生產(chǎn)型向知識型模式轉(zhuǎn)化,數(shù)字化已逐漸成為產(chǎn)品生命周期中不可缺少的驅(qū)動因素,從而使數(shù)字化制造技術(shù)的發(fā)展成為必然。數(shù)字化設(shè)計、加工、分析技術(shù)以及數(shù)字化制造中的資源管理技術(shù)等構(gòu)成了數(shù)字化制造的支撐技術(shù),是實現(xiàn)數(shù)字化制造的重要途徑。
Unigraphics (以下簡稱UG)是一個以預(yù)測工程為特色、從設(shè)計到制造都可稱之為世界領(lǐng)先的軟件。它是面向產(chǎn)品、企業(yè)級、集成完整的CAD/CAM/CAE解決方案的建立全局產(chǎn)品模型為目標(biāo)的三維設(shè)計與分析軟件。
為有效地完成數(shù)字化設(shè)計與制造任務(wù),集團公司陸續(xù)引進了多套UG軟件,工程技術(shù)人員已經(jīng)將此軟件技術(shù)全面應(yīng)用于航空發(fā)動機、燃氣輪機、轉(zhuǎn)包產(chǎn)品等計算機輔助設(shè)計/輔助制造方面,并已充分顯示出其強大的功能且發(fā)揮了重要作用。本文主要介紹UG軟件在某型燃機數(shù)字化樣機裝配過程中的應(yīng)用,利用Assembly模塊完成了某型燃機數(shù)字化樣機裝配(主要為燃機的主機部分,不包括發(fā)電機和機組成套部分的內(nèi)容)。真正實現(xiàn)了提升設(shè)計人員的工程分析能力,優(yōu)化了制造工藝,提高了產(chǎn)品質(zhì)量。
二、UG裝配的設(shè)計方法 某型燃機是一個典型的單轉(zhuǎn)子發(fā)動機結(jié)構(gòu):15級軸流壓氣機,20個火焰筒的逆流、環(huán)管式燃燒室,4級透平。是由各單元體組成總體發(fā)動機。在UG裝配中模型零件數(shù)據(jù)是對零件本身的鏈接映象,保證裝配模型和零件設(shè)計完全雙向相關(guān),零件設(shè)計修改后裝配模型中的零件會自動更新,同時可在裝配環(huán)境下直接修改零件設(shè)計;為此針對不同級別裝配,我們采取不同的裝配建模設(shè)計方法。
1.總體發(fā)動機裝配建模設(shè)計方法 根據(jù)某型燃機結(jié)構(gòu)特點,在總體發(fā)動機裝配中我們采用自下而上裝配建模(Bottom-Up Modeling )方法,先新建一總裝配件,依次添加(add Existing…)已存在的子裝配件,按不同的裝配約束條件,最終完成整機的總體裝配。
在裝配中,裝配約束應(yīng)正確、完整,不相互沖突,保留運動件正確的空間運動自由度。同時裝配中所有約束條件(Mate condition)必須有效,防止出現(xiàn)未加載(Not Loaded)情況發(fā)生。
2.單元體裝配建模設(shè)計方法 在裝配單元體中,根據(jù)具體情況分別采用并行的自頂而下(Top-Down Modeling)和自下而上(Bottom-Up Modeling )兩種裝配建模設(shè)計方法。自頂而下裝配建模設(shè)計主要采用兩種方式:一種是使用UG的WAVE幾何鏈接器;一種是在Assembly應(yīng)用的裝配環(huán)境中以創(chuàng)建(Create)和現(xiàn)場編輯part的方式進行的面向裝配的設(shè)計(Design For Assembly,簡稱DFA)。
三、基于UG裝配建模的策略 某型燃機零件多,結(jié)構(gòu)復(fù)雜,完成其數(shù)字化樣機裝配設(shè)計不僅需要計算機硬件配置高,而且在裝配進行操作時 (如渲染、刷新、旋轉(zhuǎn)…),也需要很多技巧。在對計算機硬件進行必要的升級后,盡管充分利用硬件資源,雖然取得一定效果,但在操作上仍然花費很長時間,極大影響軟件運行的響應(yīng)速度,為此我們從軟件方面采取了以下策略:
1.裝入選項(Load Options)的設(shè)定 裝入選項就是控制打開一裝配件時,從哪個目錄下尋找部件,以及如何裝入部件。因我們的零件實體建模是由多個單位集體智慧的結(jié)晶,裝配結(jié)果需要共享,如果不先定義裝入選項,各單位裝入選項設(shè)定不一致時,當(dāng)打開一裝配件時,就會導(dǎo)致零件不能導(dǎo)入的問題,為此必先設(shè)定裝入選項,統(tǒng)一選取從目錄選項(From Directory ),并根據(jù)實際選取只載入部分必要的數(shù)據(jù)選項(Use Partial Loading)。
裝入選項(Load Options)的設(shè)定程序如下:
通過File -〉Options –〉 Load Options設(shè)定。
在Load Option 將默認的引用集(Default Reference Set) 定制為FACET,加以保存。以后打開大裝配,調(diào)用顯示的即是小面模型。
2.引用集(Reference Sets)的設(shè)定 引用集就是在一個部件(單個零件或子裝配)中定義的命名數(shù)據(jù)組,用來控制在裝配中裝入該組件的哪些數(shù)據(jù)。它的作用減少內(nèi)存占用和簡化顯示。過濾多余數(shù)據(jù),只保留最終設(shè)計的實體或片體,(這些數(shù)據(jù)仍表示精確數(shù)據(jù)。)
引用集(Reference Sets))的設(shè)定程序如下:通過Format -%26gt; Reference Sets 新建定義的引用集
為便于進行發(fā)動機的大裝配工作,在完成單個零件、子裝配件設(shè)計后,應(yīng)創(chuàng)建兩個分別命名為BODY 和FACET 的引用集
3.簡化表達(Representation )的使用 簡化表達(Representation)是與實體全相關(guān)的小平面片,也即在實體表面生成一組小平面片,這些小平面片常稱為小面模型(Facet)。使用簡化表達會大大提高對大裝配進行操作時的性能,并能快速載入大裝配文件;快速渲染、刷新、旋轉(zhuǎn)大裝配;在間隙分析Clearance Analysis)時,加快干涉分析的速度;快速生成大裝配的消隱線視圖(Hidden Line Removal)。
簡化表達(Representation )的設(shè)定程序如下:通過Assembly -%26gt; Advanced Assembly -%26gt; Representation…定義小面模型.
小面模型有三個級別,可根據(jù)實際情況靈活應(yīng)用
3.1 單個零件一級的小面模型(Piece Part Level Representations)在每個零件中建立小面模型,有賴于每一位設(shè)計人員在完成設(shè)計后建立小面模型。
3.2主要組件一級的小面模型(Major Sub-Assembly Level Representations)。在主要組件級建立并保存小面模型,然后將其添加到Reference Set 中,任何含有主要組件級的裝配都能觀察到主要組件級的小面模型。
3.3數(shù)字樣機一級的小面模型(Mockup-Up Level Representations)利用Master Model的方式,建立新的Representation文件,所有Faceted Body儲存于新建立的文件中。 針對某型燃機的特點,在做單元體裝配時我們采取了單個零件一級的小面模型,在做總體發(fā)動機裝配時我們采取了主要組件一級的小面模型。選中零件,用替換引用集(Replace Reference Set) 將其替換為小面模型(Facet)。
四、基于UG 裝配建模的原則 為統(tǒng)一規(guī)范,有章可循,我們制定下面的基于UG 裝配建模的原則:
1.發(fā)動機組件、部件、單元體裝配時均以裝配約束裝配,不以絕對坐標(biāo)系調(diào)用的方法來裝配。 2.在裝配時,不能用FACET 引用集進行裝配約束,必須用BODY 引用集進行裝配約束。 3.為便于進行發(fā)動機的大裝配工作,在完成單個零件、子裝配件設(shè)計后,應(yīng)創(chuàng)建兩個分別命名為BODY 和FACET 的引用集。 4.BODY 引用集必須自己創(chuàng)建,在零件中BODY 引用集為最終完成的實體。在組件中BODY引用集為參加裝配的所有零件及子裝配件實體的集合。 5.FACET 引用集為最終實體表面上的小面模型。用戶在單個零件模型建立完成,保存之后,由UG 系統(tǒng)自動創(chuàng)建BODY 引用集中實體的小平面表示(即FACET 引用集)。組件的FACET 引用集需由用戶手工另行建立。
五、 基于UG裝配的數(shù)字化樣機應(yīng)用
1.單元體裝配設(shè)計應(yīng)用
1.1自下而上(Down- Top)設(shè)計裝配方法的應(yīng)用 自下而上設(shè)計裝配方法類似我們的總裝車間的裝配,各制造車間把制造成品集件到總裝車間,總裝車間按產(chǎn)品結(jié)構(gòu)完成產(chǎn)品裝配。采用自下而上(Down- Top)設(shè)計方法就是通過添加部件(Assemblies → Add Existing…)到工作部件成為組件。這個部件可以是一個已存部件或一個部件家族成員。對數(shù)椐庫中已存的系列產(chǎn)品零件, 標(biāo)準件以及外購件也可通過自下而上的設(shè)計方法加入到裝配件中來。
1.1.1 結(jié)構(gòu)件的裝配應(yīng)用 通過添加(add Existing…)已存在的結(jié)構(gòu)件,先采用絕對坐標(biāo)系定位方法,利用點構(gòu)造器安放組件,再添加(add Existing…)已存在的第二個、第三個、…部件,組件利用配對方法(Mate),規(guī)定配對條件實現(xiàn)固定組件位置。
例如,我們進行壓氣機、透平轉(zhuǎn)子平衡組件單元體裝配時,先新建一單元體裝配文件,然后按壓氣機、透平轉(zhuǎn)子平衡組件單元體的總體結(jié)構(gòu)圖依次添加零零組件,完成裝配。(見圖)

1.1.2 標(biāo)準件、成附件的裝配應(yīng)用 在裝配中標(biāo)準件、成附件的裝配由于數(shù)量多,種類多,而且這些零件結(jié)構(gòu)相似,拓撲相關(guān),為此我們在標(biāo)準件、成附件的設(shè)計中優(yōu)先采用參數(shù)化的方法進行建模。同過Tools -〉Part Families… ,在Excel表里把各系列件的參數(shù)輸入,保存部件族, 后生成部件族的系列Part文件,得到該系列件的完整的部件族三維模型.一個部件家族成員
通過添加(add Existing…)已存在的這些標(biāo)準件、成附件到裝配時,選擇某一系列尺寸(這些尺寸即該標(biāo)準件建模的標(biāo)準參數(shù))后,把選中部件家族成員的系列件添加到裝配。(見圖)

1.2自上而下(Top-Down)設(shè)計裝配方法的應(yīng)用 在單元體裝配中,我們可采用基于自上而下的參數(shù)化裝配建模技術(shù),UG的裝配建模技術(shù)完全支持自上而下的設(shè)計方法,即先總體設(shè)計后詳細設(shè)計,局部設(shè)計決策服從總體設(shè)計決策,它采用Context Control技術(shù)支持在裝配環(huán)境中進行零件設(shè)計。配合使用UG/WAVE技術(shù)和部件間表達式(Interpart Expressions)技術(shù),可以更好地體現(xiàn)設(shè)計人員的設(shè)計思想。
UG/WAVE技術(shù)的使用是符合參數(shù)化產(chǎn)品的設(shè)計過程和規(guī)則。WAVE技術(shù)的使用,不僅使得產(chǎn)品級的設(shè)計控制成為可能。而且為產(chǎn)品設(shè)計團隊的并行工作提供了一個良好的環(huán)境。UG/WAVE提供了解決了大型產(chǎn)品設(shè)計中的設(shè)計更改控制問題的方案,是面向產(chǎn)品級的并行工程技術(shù)。有利于提高設(shè)計重復(fù)利用率。其實現(xiàn)方法為利用UG的WAVE幾何鏈接器,抽取所需特征,通過實體建模方法,
UG的Interpart Expression 技術(shù)使用很方便地實現(xiàn)部件間的尺寸關(guān)聯(lián),包括幾何表達式/數(shù)學(xué)表達式)的傳遞。其實現(xiàn)方法為在Expression中選取要關(guān)聯(lián)的變量;選取Creat link按鈕;在Select Part表中選取關(guān)聯(lián)目標(biāo)文件;在彈出的表達式列表中找到關(guān)聯(lián)目標(biāo)。
例如我們使用wave幾何鏈接器抽取機匣紅色面,通過特征建模,完成配合零件安裝邊的設(shè)計。(見圖)
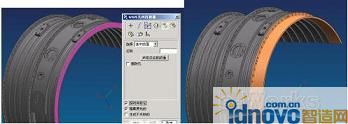
在安裝邊與機匣的緊固螺栓的裝配中,我們采用Interpart Expressions技術(shù),即是在某子裝配中在表達式中建立關(guān)鍵變量TheDia和Tol, 按Interpart Expression 技術(shù)的實現(xiàn)方法去關(guān)聯(lián)零部件(見圖)。

當(dāng)改變關(guān)鍵變量直徑TheDia值為25時,在安裝邊與機匣的緊固螺栓的形狀也隨著改變,我們達到實現(xiàn)部件間的尺寸關(guān)聯(lián)的設(shè)計。(見圖)。

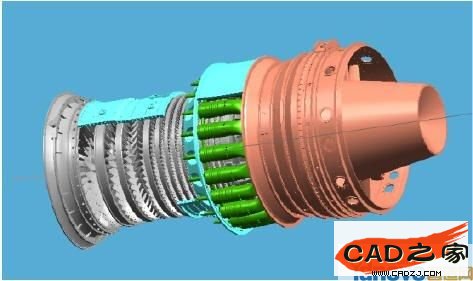
2.總體發(fā)動機裝配設(shè)計應(yīng)用 利用自下而上設(shè)計方法建立總裝配,添加(add Existing…)已存在的單元體組件1,先采用絕對坐標(biāo)系定位方法,利用點構(gòu)造器安放組件,接著添加(add Existing…)已存在的單元體組件第二個、第三個、…組件利用配對方法(Mate) 。規(guī)定配對條件去固定組件位置。完成整機的總體裝配。
裝配約束反映了零件和子裝配件之間的幾何層次的機械關(guān)系,并對產(chǎn)品在實際裝配時提出要求。裝配約束應(yīng)正確、完整,不相互沖突,保留運動件正確的空間運動自由度。不應(yīng)添加多余的約束,如有時銷和基體并無周向定位要求,裝配建模者就不應(yīng)進行定位。這一規(guī)定不適用于為保證聯(lián)接的正確性而特別設(shè)定的約束,如齒輪副的裝配、細節(jié)螺紋的裝配等。
裝配中所有約束條件(Mate condition)必須有效,防止出現(xiàn)未加載(Not Loaded)情況。
UG提供了八種裝配條件,貼合(Mate)、對齊(Align)、角度(Angle)、平行(Parallel)、垂直(perpendicular)、同心(Center)、距離(Distance)及相切(Tangent)。我們采用貼合(Mate)、對齊(Align)同心(Center)條件較多。
在4級透平和燃燒室裝配設(shè)計中,由20個逆流、環(huán)管式的火焰筒組成一個環(huán)形燃燒室并不是一個理論圓。在與4級透平裝配約束時采用同心(Center)和貼合(Mate)裝配約束出現(xiàn)裝配約束沖突,為此采取如下步驟:Assemblies → Components → Reposition Components,選取出現(xiàn)對話框中的7個圖標(biāo)或使用動態(tài)坐標(biāo)系拖動旋轉(zhuǎn)組件即可完成4級透平和燃燒室裝配。
針對不同級別組件,在進行某型燃機數(shù)字化樣機裝配中分別采用了不同的裝配建模設(shè)計方法,應(yīng)用UG裝配建模的策略,嚴格執(zhí)行裝配建模的原則,借助UG裝配的強大優(yōu)勢,和大多數(shù)工程技術(shù)人員的共同努力,歷時一個月,完成了某型燃機數(shù)字化樣機裝配。(見圖)
六、總結(jié)
經(jīng)過此次某型燃機數(shù)字化樣機裝配,掌握了UG裝配建模的使用方法,學(xué)會了裝配建模過程中解決不同的實際問題,作者深深體會到UG裝配建模的優(yōu)越性和他的強大功能,它可大大的縮短產(chǎn)品的研制周期,節(jié)約產(chǎn)品的研制經(jīng)費,減輕設(shè)計人員繁重的設(shè)計工作,節(jié)省研發(fā)時間,降低企業(yè)進行產(chǎn)品開發(fā)的風(fēng)險投資。因此,進入新世紀后,數(shù)字化以其柔性好、響應(yīng)快、質(zhì)量高、成本低,正在成為先進制造技術(shù)的核心。
相關(guān)文章
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-28計算機輔助設(shè)計與制造 21世紀全國應(yīng)用型本科大機械系
- 2021-08-28計算機輔助設(shè)計與制造(CAD∕CAM)PDF下載
- 2021-08-27計算機輔助設(shè)計與制造 21世紀全國應(yīng)用型本科大機械系
- 2021-08-27計算機輔助設(shè)計與制造(CAD∕CAM)PDF下載
- 2021-08-24經(jīng)典技法118例AutoCAD 機械設(shè)計經(jīng)典技法118例中文版_
- 2021-08-24經(jīng)典實例學(xué)設(shè)計AutoCAD 2016從入門到精通 [李軻 編著]
- 2021-08-24精通AutoCAD 2013電氣設(shè)計 [李波 主編] 2013年P(guān)DF下載
- 2021-08-24精通AutoCAD 2013機械設(shè)計_李波,辛雄主編_2013PDF下載
- 2021-08-24精通AutoCAD 2013建筑設(shè)計 [劉冰 主編] 2013年P(guān)DF下載