從CAD到CAM,再到NC,這個我們業(yè)已習慣、冗長且容易出錯的工業(yè)產(chǎn)品產(chǎn)生流程,即將被改寫——Siemens PLM Software公司的NX,同西門子數(shù)控進行完美結(jié)合,徹底打破了信息化系統(tǒng)之間的 壁壘,一個統(tǒng)一的、從CAD到NC的解決方案,實現(xiàn)了從虛擬到現(xiàn)實的完美連接。坊間最為之吸引的一點,是這個以CAM為節(jié)點的統(tǒng)一解決方案,將有可能改變整個工業(yè)界的業(yè)務(wù)模式。
如何讓“同步建模技術(shù)”、“高速加工”、“PMI產(chǎn)品制造信息驅(qū)動加工”、“刀軌仿真”、“機 床仿真”、“快速實現(xiàn)840D多軸編程”和“CAM-CNC一體化”這些技術(shù)盡快地成為工程技術(shù)人員手中的 工具,最后的決定權(quán)在用戶,在廣大的工程技術(shù)人員手中。
本刊此次特邀請了多位行業(yè)專家、應(yīng)用企業(yè)資深工程技術(shù)人員,從用戶和試用者的角度,對NX軟 件進行現(xiàn)場評測,共同來探討驗證,NX軟件所提供的“統(tǒng)一的解決方案”是否真的適用于中國的制造 業(yè)企業(yè),中國的制造業(yè)企業(yè)該如何充分利用這一優(yōu)秀的信息化解決方案。
評測重點:
不同CAD模型導入預(yù)處理/同步建模技術(shù)
高速加工
開粗加工、殘余量加工和精加工
PMI產(chǎn)品制造信息驅(qū)動加工
車銑復合
刀軌仿真和機床仿真
在線測量檢測
快速實現(xiàn)840D多軸編程和CAM/CNC一體化
參評專家:
北京青云航空儀表有限公司高級工程師 黃迪生
北京航星機器制造公司主任工藝師 尹峰
北京航空精密機械研究所精密制造實驗室主任助理 曲紹鵬
北京動力機械研究所六車間主管 周愷
北京衛(wèi)星制造廠技術(shù)發(fā)展部副主任 鐘振宇

黃迪生
北京青云航空儀表有限公司高級工程師
評測當天聽到了很多CAM功能的深入介紹,我認為CAM的 統(tǒng)一解決方案更好地突出了同步建模方式的優(yōu)勢,NX最重大的 技術(shù)突破是同步建模,匯集了參數(shù)建模與直接建模兩種設(shè)計手 段的技術(shù)優(yōu)勢,為設(shè)計人員提供了完成設(shè)計任務(wù)更有效、更快 捷的工具。對于模型變更、修改和異構(gòu)模型數(shù)據(jù)的有效利用, 以及在產(chǎn)品模型上的附加設(shè)計所帶來的極大便利,能夠幫助設(shè) 計師高效完成設(shè)計工作、加速產(chǎn)品開發(fā)。同步建模包含了很 多方面的應(yīng)用,對于CAM應(yīng)用來講,編程人員要做的第一件事 往往是編程前的幾何預(yù)處理,這是一項非常繁瑣的工作,而 靈活的同步建模在操作上獨辟蹊徑,帶來了極大方便,從而 提高工作效率。
NX歸于Siemens門下,有利于CAM技術(shù)的發(fā)展,也如愿以 償結(jié)下了碩果,即西門子840D+NX CAM的CAM-CNC一體化的集 成模式,可實現(xiàn)效率的最大化。對于CAM來講,NX的PMI功能為 零件制造埋下了伏筆,可通過3D模型蘊涵的產(chǎn)品制造信息來驅(qū) 動加工,具備了真正意義的“無紙制造”能力。而隨著近年來 數(shù)控高速加工技術(shù)的發(fā)展迅速,NX CAM也針對高速加工編程做 了大量的研發(fā)工作,提供了對超硬材料、超薄零件加工的實用 配套的編程能力。
我認為,NX平臺下一體化的沖壓模具解決方案,可以有效 地幫助我們解決沖壓模具開發(fā)過程中存在的以下問題:其能夠 在同一平臺下完成全部設(shè)計、驗證和制造工作,所有的設(shè)計和 制造人員采用同一數(shù)據(jù)源,從而解決了數(shù)據(jù)共享的問題;通過 不同設(shè)計階段設(shè)計檢驗工具的應(yīng)用,如拔模分析、截面可成形 性分析、DFM專家向?qū)А⒁徊匠尚畏治龊湍>咝r灥龋瑢崿F(xiàn)面向 制造和面向裝配的設(shè)計;利用NX強大的建模功能,根據(jù)相應(yīng)的 規(guī)律自動生成回彈補償面,再通過自帶的可成形性分析工具或 者與專業(yè)分析軟件接口,無需數(shù)據(jù)轉(zhuǎn)換就可以對模具回彈補償進行分析計算;直接利用NX CAM對模具進行NC編程,實現(xiàn)CAM數(shù)據(jù)和產(chǎn)品設(shè)計 全面關(guān)聯(lián)。
NX的沖模工程和沖模設(shè)計集成了行 業(yè)內(nèi)領(lǐng)先的模具設(shè)計/制造專家經(jīng)驗和 流程,通過應(yīng)用專家級的流程可以實現(xiàn) 縮短周期、減少錯誤、捕捉并促進最佳 實踐的應(yīng)用以及提高模具設(shè)計人員生產(chǎn) 效率等目標。
另外,為保證模具設(shè)計制造質(zhì)量, 技術(shù)人員需要進行大量設(shè)計驗證工作, 以往這些工作都是由專門分析軟件進行。NX軟件充分利用其作為CAD/CAE/CAM 一體化軟件的優(yōu)勢,為模具設(shè)計和制造提供了全面的設(shè)計驗證工具,提高了模具設(shè)計水平和質(zhì)量,減少返工并縮短了開發(fā)時間。其中,包括三部分內(nèi)容:面向制造的設(shè)計(DFM)專家顧問——DFM專家顧問在設(shè)計階段就可以對產(chǎn)品可制造性進行分析,提供了對拉延、修邊、沖孔和翻邊工藝規(guī)范,可以根據(jù)客戶的企業(yè)標準進行定制,檢測結(jié)果和問題回饋都可以存儲在部件文件中供下游用戶進行查看,大大降低了下游用戶的重復工作量;一步成形分析——一步成形分析工具,集成在NX沖模工程中,無需數(shù)據(jù)轉(zhuǎn)換,分析結(jié)果和產(chǎn)品模型相關(guān),可以在產(chǎn)品開發(fā)和模具設(shè)計階段,根據(jù)給定材料計算板金的變薄、應(yīng)力和應(yīng)變情況,可以精確預(yù)測回彈,并可以生成展開模型用于毛坯設(shè)計,同時還可以生成HTML格式的分析報告;模具校驗——模具校驗功能提供了NX環(huán)境下沖壓線仿真的功能,通過對模具裝配的仿真可以檢查整個沖壓線干涉情況。
現(xiàn)在,很多企業(yè)模具開發(fā)流程都比較繁亂,各個領(lǐng)域設(shè)計人員的工作縱橫交錯,彼此之間缺乏合作,數(shù)據(jù)冗余,沒有有效地應(yīng)用企業(yè)標準實踐,每個人都創(chuàng)建了自己獨立的數(shù)據(jù)。因此,要提高模具開發(fā)效率,就必須建立一個集中的信息和工藝流程管理系統(tǒng),在所有設(shè)計人員、制造人員、質(zhì)量控制人員和管理人員之間建立一個平臺,讓大家從單一的知識源去獲取數(shù)據(jù)。不僅減少了設(shè)計和制造階段的錯誤,還可以快速訪問產(chǎn)品和工藝數(shù)據(jù),而供應(yīng)商和合作伙伴也能夠訪問同樣的數(shù)據(jù)。而Siemens PLM的Teamcenter產(chǎn)品生命周期數(shù)據(jù)管理軟件,通過和NX沖壓模具解決方案的結(jié)合,為企業(yè)提供了這樣一個平臺,能夠幫助企業(yè)對模具產(chǎn)品周期中所有數(shù)據(jù)進行統(tǒng)一管理,確保所有信息的完整、準確與同步。

尹峰
北京航星機器制造公司主任工藝師
我平時最主要使用的軟件包括NX 、Pro/ENGINEER、EdgeCAM和 VERYCUT。而NX軟件,最主要的特點是將多種功能集于一身,包含CAD/ CAM/CAE等多方面,是綜合性企業(yè)首選軟件。與一般軟件相比,NX使用 開發(fā)平臺較多,而且在使用初期,學習起來很容易。若進行專門的人員 培訓,掌握一種模塊的基本功能約需1周左右的時間。需要注意的是,NX 軟件的功能模塊較多,若想全部掌握,則對設(shè)計師要求較高;若深入學 習自身專業(yè)相關(guān)的部分功能,則會非常得心應(yīng)手。
我們最主要使用軟件的CAM、裝配等功能,最吸引我的是PMI技術(shù)及 電纜裝配的功能,利用電纜裝配模塊對電纜進行預(yù)裝設(shè)計,能夠為我們 提供很大幫助。另外,NX的數(shù)據(jù)接口部分做的很好,一般軟件都可以直 接進行轉(zhuǎn)化。我們企業(yè)的部分外資業(yè)務(wù),需要使用從國外帶來的三維數(shù) 據(jù)模型,而這些三維數(shù)據(jù)模型在NX中均可自由轉(zhuǎn)換。
在NX的高速加工中,高速加工的刀軌增加了圓角處理,使切削變得 連續(xù),能夠充分發(fā)揮高速功能,效果較好;而在開粗加工、殘余量加工和精加工中,對加工的分類減少了操作量,操作也變得相對簡單,使加工方法有了較大的拓展,殘余量加工使清根操作大規(guī)模簡化,基本不需要輔助模型;另外,NX的刀軌仿真處理較好,有多種仿真效果,仿真結(jié)果比較功能很好,能夠直觀地表現(xiàn)切削效果。

曲紹鵬
北京航空精密機械研究所精密制造實驗室主任助理
對于我們所做的精加工來說(如孔的加工),首先需要調(diào) 刀,需要調(diào)整很多東西,而在輸出時找這部分程序就非常麻煩, 尤其我們做航空件時,一個件就需要十幾萬條,以往都需要手動 進行調(diào)節(jié)。但現(xiàn)在,NX中的常規(guī)代碼都支持瀏覽,尤其是后處理 部分,如果后處理部分做得好,就可以完全支持可視化。
精密加工部分。軟件的精密加工還是一個可視化更改的問 題,比如所謂的薄壁加工,一般薄壁加工不可能一次加工成最 后的形狀,因為它存在變形的問題。目前有2種方法,一是多次 加工,還有一種是類似于補償——補償回彈的地方,這是一種 精密加工中調(diào)整的方法。現(xiàn)在,NX中的預(yù)變形功能可以滿足此類要求。
Siemens PLM Software的CAM部分是最引人關(guān)注的,CAM功能 與西門子控制器結(jié)合得更加緊密。以往在CAM軟件加工刀軌并對 刀具路徑進行驗證后,通過代碼傳輸?shù)娇刂破魃先?zhí)行。而NX已經(jīng)嵌入了控制器軟件,其操作界面的外觀和功能與真實控制器一樣,可以在NX中對虛擬機床進行模擬,從機代碼驅(qū)動到控制器這 一過程都可以在真實的環(huán)境中模擬出來。
而我們平時主要使用CAM功能,在CAM功能中增加了特征尺 寸及形位公差、尺寸公差的數(shù)據(jù)讀入功能,對CAM加工有較好的 參考作用,編程的在線測量指令也有較好的效果。

周愷
北京動力機械研究所六車間 主管
以前我們曾經(jīng)使用過NX軟件,后來又陸續(xù)接觸了一些其他的軟件,但隨著NX 軟件新技術(shù)和版本更新的加快,能夠很好地滿足我們的要求,因此現(xiàn)在還是使用 NX進行日常的設(shè)計加工。
NX為現(xiàn)代化制造業(yè)的創(chuàng)新制造提供了強有力的工具,并且能夠和產(chǎn)品數(shù)據(jù)管 理(PDM)、工藝過程管理(CAPP)以及ERP系統(tǒng)有機地結(jié)合在一起。在協(xié)同設(shè)計 和網(wǎng)絡(luò)制造中體現(xiàn)了協(xié)調(diào)和快捷,極大地提高了生產(chǎn)效率。
Siemens PLM Software一直倡導驅(qū)動,它的CAM由產(chǎn)品制造信息(PMI)驅(qū)動, 可以直接從NX零件模型中讀出產(chǎn)品制造信息,并利用這些數(shù)據(jù)在NX CAM中驅(qū)動NC 編程。在CAM中,基于標準的PMI標注模型以及由此傳遞至下游的過程,是實現(xiàn)自 動工藝規(guī)劃的主要方法之一。該解決方案緊密依托于特征加工的功能增強,如尺 寸、公差和表面光潔度等PMI數(shù)據(jù),都被引入特征加工的工序中。
智能特征建模(孔):通過知識驅(qū)動使孔特征與緊固件的選用完全自動完 成。3D標注:為PMI的應(yīng)用、為無圖制造提供信息。動態(tài)修改特征,可將復雜結(jié) 構(gòu)的設(shè)計工程簡化,例如打斜孔無需預(yù)先定義繁瑣的輔助平面。個人認為:NX系 統(tǒng)特別適合大型件、復雜件的設(shè)計。

鐘振宇
北京衛(wèi)星制造廠技術(shù)發(fā)展部副主任
對我來說,NX最重要的創(chuàng)新點是增加了同步建模技術(shù),其本質(zhì)目的在于將模型修改的重點放在改變模型本 身,而不必關(guān)注模型的結(jié)構(gòu)、特征歷 史和關(guān)聯(lián)等。
新版本NX的界面環(huán)境使得圖型區(qū) 域最大化,鼠標停在特征上敲擊中鍵 便可顯示關(guān)于此特征的大部分操作快 捷方式,大大提升了建模效率。而圖 標管理、對話框快捷方式,能夠減少 切換NX功能時的鼠標移動,輔助提高 建模效率。
我在日常工作中經(jīng)常會用到的以 下功能,我認為也是NX的亮點功能: 重用庫支持建模時從特征/對象模板拷 貝和粘貼特征或?qū)ο?加工中支持同 制式(公制或英制)part間復制和粘 貼operation;operation狀態(tài)中增加了 鎖定功能,可防止無故覆蓋或更新刀 軌;在IPW模型與理論模型比對中,增加了使用顏色標識厚度的功能,方便用戶快速定位有問題部分;只要定義 主要跟蹤點,便可使用用戶自定義的 倒角及圓角刀在平面銑中進行倒棱或倒圓編程。
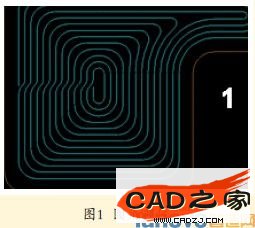
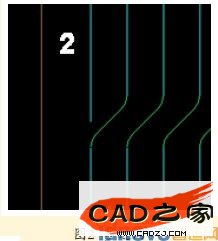
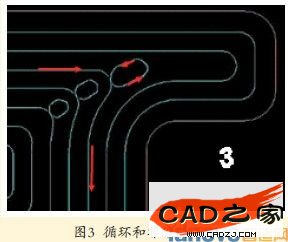
在NX中,刀軌中采用了光順刀路過渡,如圖1~圖3所示。
我們從之前使用的舊版本升級到 NX新版本后,體驗到了更多的便捷和高效。
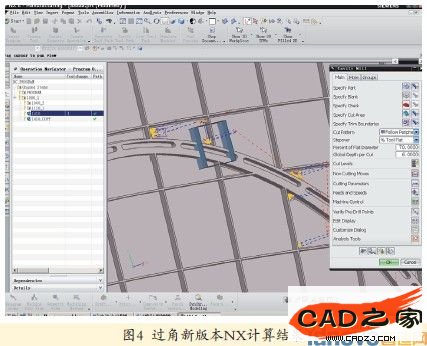
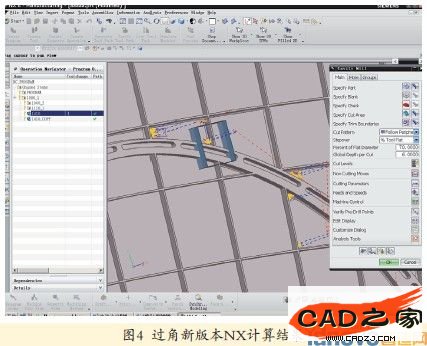
首先,NX在過角部分螺旋下刀的 改進十分有用。在以往版本中,過角加 工中選擇各型腔的側(cè)壁、底角和底面, 只有方塊區(qū)域中的過角沒有螺旋進刀, 導致加工過程中直接扎到底部,刀具損 壞。使用新版本NX以后,這方面的問題 得到了根本解決,系統(tǒng)對同一個問題的 計算正確,避免了加工過程中出現(xiàn)毀刀的問題,提高了加工效率和安全性,如圖4所示。
第二,新版本對進退刀的改進。NX 在進退刀控制方面做了大量改動,甚至 專門設(shè)置了針對其的“tranfer/rapid”
選項頁。而且在過渡控制中,還增加了針對開放區(qū)域還是針對必會區(qū)域的控制方式,使進退刀控制更 加人性化。
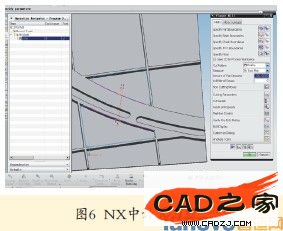
圖5所示是一個實例,圓弧進刀在Horizontal選項中輸入“3”,則下部型腔圓弧進刀有一側(cè)為直線; 若將Horizontal設(shè)置為“4”,則正常。NX新版本解決 了這方面的問題,系統(tǒng)對該類問題的結(jié)構(gòu)都能計算正常,如圖6所示。

第三,是NX對插銑的改進。NX新版本與以往版本對這類問題的計算結(jié)果如圖7、圖8所示。之前有個別型腔深度錯誤的問題在NX新版本中得到了徹底解決。


第四方面的改進,集中在后處理改進方面。NX 在后處理方面改進較大,特別是與西門子合并后, 對于西門子控制器后處理文件的配置更加完善,用戶可以在生成“operation”時,針對控制器功能做 一些選擇,從而保證輸出相應(yīng)的控制器代碼。當然, 這要求編程人員對控制器功能更加了解,否則無法做出正確的選擇。
除此之外,NX在Z-LEVEL中的cut level加入了優(yōu) 化,使得工程技術(shù)人員在使用系統(tǒng)的過程當中,層深 不再是固定的,而是可由開關(guān)控制,大大方便了粗加 工的控制方式。另外,NX對殘留高度的處理由2D等距 變?yōu)?D等距,不僅使得清角可調(diào)方向,而且也使得算 法更優(yōu)化。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF