引言
切削用量對切削力、功率消耗、刀具磨損、刀具耐用度、加工精度和表面質量等均有明顯的影響。選擇和確定切削參數的傳統方法是從工藝手冊提供的經驗表格中選取,但這些表格比較零散,必須憑一定經驗才能確定。據報道,在美國和歐洲使用工藝手冊中的加工參數比優化的參數加工時間長40%。
切削用量優化多見的是采用單目標優化方法,這有著很多不足之處。計算機在切削加工中的應用日益增多,可以利用計算機方便、迅速、有效地對切削用量進行優化設計,建立合理有效的計算模型和系統。首先,根據具體要求,確定切削用量的最優目標,并建立起相應的目標函數;其次,再充分考慮到生產中的各項約束條件,建立起優化數學模型;然后,采用相應的優化方法,借助于計算機進行優化運算,得到的結果就是滿足約束條件的目標函數的最優方案,即在具體生產條件下滿足加工要求的最佳的切削用量數值。另一方面,要實現CAPP,就必須實現切削參數的自動確定。因此需要找出各種影響因素的內在聯系,并建立合理可行的計算機輔助切削用量模型和系統。
1 當前切削用里模型的分析與比較
基于特定目標函數的切削用量模型的數學模型由兩個模塊組成,一個是目標函數公式,另一個是約束條件公式。目標函數的選擇是根據公司的具體需要決定的,該模型采用了的優化算法是將模擬退火算法SA和模式搜索法PS結合,稱為SA/PS算法。基于人工神經網絡的智能系統,通過訓練,將學習樣本中的信息以連接權矩陣的方式存儲起來,從而使得網絡在接受輸人時,可以得到適當的輸出,具有自學習功能、適合處理非線性和半結構化問題,可以有效地解決切削用量的優化控制問題。采用目前使用最廣泛的BP網絡實現切削用量選擇系統的建模。近幾年來,對資源、環境問題的關注反映到制造業的研究上。國內外都對綠色制造做了大量的研究,并提出了綠色制造的決策框架模型。
經過分析,得出:①基于特定目標函數的切削用量模型的開發目標是使其成為在各種類型機械加工中使用的通用模型,此模型更適用于產品多樣化的企業或大型企業;②采用BP切削用量模型存在規模大,學習速度很慢,訓練時間長、容易陷人局部最小解、定位精度較低等缺點;③由于綠色制造的切削用量模型選擇以減少消耗資源和污染環境為最終目標,所以在選擇參數時,其生產效率和成本可能不是最優的。該模型更適用于對環境污染較大的金屬切削加工,然而,對于環境污染較小的金屬切削加工,此模型選出的切削參數可能無法使生產效率最高或生產成本最低。
2 基于經驗的切削用量模型
中小企業的目標函數要求不高,可以基于經驗和實際生產情況建立一個相對簡單的切削用量模型。本系統采用的數據模型是鐵道部部頒標準結合工廠的經驗和實際生產情況總結而成的。其實踐性和經驗性很強。
2.1系統的數學模型
為了實現單位產品成本的最優化,代表實際生產狀態的約束條件必須考慮。當選定的切削條件能夠保證評價標準時,就把這一組切削條件作為這個評價標準的最佳條件。粗加工中機床主運動電機功率,刀具的磨損是約束條件;而精加工工件的尺寸、形狀準確度,加工表面粗糙度或者表面質量是主要約束條件。本系統模型約束條件的建立,將各個影響因素以系數的形式表示出來。本文以車膛削加工為例,闡述如下:
(1)切削深度的影響因素包括表面粗糙度、機床運動、刀具耐用度、工藝系統剛度等,在一個簡化的模型中,表面粗糙度約束可簡化為工序和工步,機床運動約的切削深度選擇模型如圖1所示。
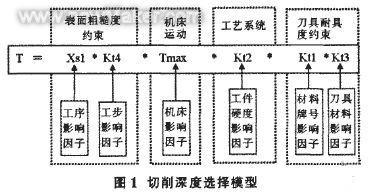
式中: T-切削深度;Xs1-工序影響因子;Tmax-機床類別影響因子;Kt1-材料牌號影響因子Kt2-工件硬度影響因子;Kt3-刀具材料影響因子;Kt4-工步影響因子。
(2)進給量的影響因素包括機床運動、工藝系統剛度、表面粗糙度、主運動率等,在該模型中,機床運動約束可簡化為工序、工步和機床,工藝系統剛度約束簡化為工件直徑和最大長徑比,表面粗糙度約束簡化為工序,主運動率約束簡化為工件長徑比和工步,簡化后的進給量選擇模型如圖2所示。
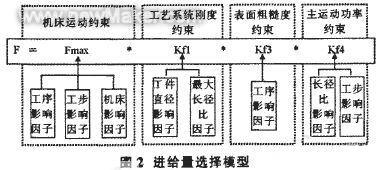
式中:F-進給量;Fmax-工序、工步、機床類別聯合影響因子;Kf1-加工直徑和最大長徑比;Kf3-工步影響因子;Kf4-長徑比和工步影響因子。
(3)切削速度的影響因素包括機床運動、表面粗糙度、工藝系統剛度和刀具耐用度等,在該簡化模型中,機床運動約束可簡化為切削深度和工步,表面粗糙度簡化為工序,工藝系統剛度約束簡化為工步和直徑,刀具耐用度約束簡化為材料牌號和刀具材料,簡化后的切削速度模型如圖3所示。
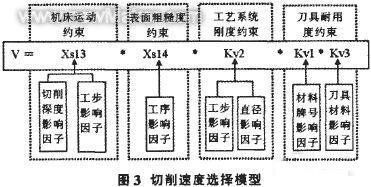
式中:T-切削速度;Xs13-工步和切削深度聯合影響因子;Xsl4-工序影響因子;Kvl-材料牌號影響因子;Kv2-工步號和加工直徑聯合影響因子;Kv3-由刀具材料影響因子。
2.2 數據庫模型
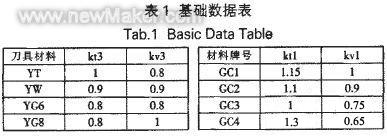
原始數據難以被計算機識別和操作,因此,必須將其進行匯集、存儲、綜合、推導,從這些原始、雜亂的數據中抽取出新的可作為使用的數據。該切削用量查詢系統數據庫設計步驟是:先采集基礎數據,將采集到的數據進行整理匯總成表,見表1,最后將各個數據表采用關系模型建成數據庫。各行業、各企業可以根據經驗和生產實際修正各參數,獲得企業適用的數據。
3 基于經驗的計算機輔助切削用最計算系統
3.1功能
(1)支持網絡化設計:可以實現數據在異構分布環境下的交換與共享。滿足數據積累與快速復用的要求。
(2)數據維護與數據安全:本系統利用SQL sever作為后端數據庫,具有強大的數據維護、數據安全與數據存儲功能。
(3)所需的切削用量的檢索和計算功能,用戶可以根據零件加工的工序、工步、機床、刀具、材料以及一些重要參數檢索并計算出對應的機床和刀具所需的合理的切削用量。
(4)該切削用量計算系統既可以單獨運行,也可以集成到CAPP系統中,具有很好的獨立性和集成性。
3.2 開發環境
本次系統開發采用Windows XP作為開發環境,選擇Delphi6.0為開發的宿主語言,開發相應的人機界面,SQLsever 作為信息存儲的數據庫。前端開發工具用來設計輸人和查詢界面,用戶通過這個界面輸入數據,再由前端程序傳給后端的數據庫引擎將數據存儲在數據庫。當用戶要查詢數據時,前端程序將查詢命令傳給后端的數據庫執行,前端程序則等待接受數據結果然后再將結果顯示在界面上。
3.3關鍵技術
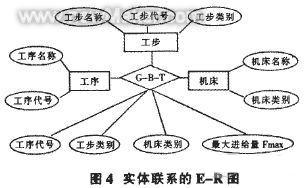
在設計和建立數據庫的基表時,最突出的問題就是數據的冗余。以上設計的數據結構基本上可以滿足查詢的要求,但要查詢一個Fmax,必須由工序、工步、機床三個條件來唯一確定。在以上的設計中,工序有70種,工步有386種,機床有35種,因此,如果不進行任何處理的G-D-B關系表中共有70x386x35=945700個記錄。
而在現實中每個工序只有對應幾個特定的工步,每個工步所使用的機床也是有限的,因此實際存在有用的記錄遠小于945700個。同時原始數據對機床進行了分類,但這種分類方法并不能滿足系統查詢的要求。于是根據CAPP的成組技術將加工類型相似的工序合并分為三類,由此得出Fmax選擇的三種調用法則。每一個法則定義為數據庫中的一個表。在工序的屬性中加人調用規則這一屬性,而在G-D-B表中去掉工序這一屬性。經過對數據庫表進行優化處理,在系統查詢Fmax時,先由工序代號查出其對應的調用法則,再由調用法則調用相應的表,然后根據機床及工步查詢并計算出切削用量。這樣,G-D-B的記錄數目就減少到630個。其它表的建立可以采用以上類似的方法,減少數據的冗余度,從而更快更好的完成查詢。
4 結論
本文通過對基于特殊目標函數的切削用量模型,基于人工神經網絡模型和綠色制造模型研究分析發現,在實際中生產中沒有一個模型是可以完全實現所有優化目標的,只有根據實際生產和公司要求的不同,建立相應適合產品和企業的優化模型。基于經驗的計算機輔助切削用量計算模型和系統是根據生產經驗和實際生產數據建立的。該模型使用于污染不嚴重,產品品種變化不大的中小企業。
該系統易于建立,方便操作,能夠繼承企業原有的生產經驗。同時該系統有友好的界面,強大的查詢功能,方便的修改功能等。在己構建的系統中,提供了與CAPP系統集成的接口,使其能夠以插件的形式無縫地集成到CAPP系統中。所以該系統既可以單獨使用,也可以做到與CAPP系統的無縫集成。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF