在汽車生產過程中,工程師們已普遍利用噴丸強化工藝來提高傳動零部件的使用壽命(圖1)。通常,這些零部件在熱處理后進行噴丸強化,尤其是一些關鍵零部件,如齒圈和行星齒輪等,噴丸強化是生產制造的最后一道非常必要的工序。
噴丸強化的原理和效果
噴丸強化工藝即采用高速噴射的鋼丸顆粒撞擊金屬零件表面,使工件表面材料發生彈塑性變形并呈現較高的殘余壓應力。因為金屬介質(鋼丸或切絲丸)在高速撞擊零件表面時,會使表面產生塑性變形,這一變形將延伸到材料表層,在表層下產生一個壓應力,從而抵消零件制造時產生的不良拉應力(圖2)。該殘余壓應力延緩了零件疲勞斷裂的形成,從而延長了零件的安全使用壽命。對于汽車傳動部件中最關鍵的齒輪部件,在熱處理工序之后,采用噴丸強化工藝使其表面接受連續丸粒撞擊,還可將其齒面材料晶相組織中的殘余奧氏體轉化為馬氏體,從而增加齒面硬度。
強度測量
單就齒輪而言,其最大的剪切應力出現在齒根部和齒輪過渡區的圓角半徑處,而齒輪的兩個齒面——主動面和從動面,在工作時都承受著不斷增加的負載,因此,齒輪強化的重點就在于對這些部位的強化:主動面、從動面、齒根部位。從強化要求來看,主要包括強度和覆蓋率兩大參數,當然,不同的齒輪有不同的要求,必須根據其最終應用環境來確定。
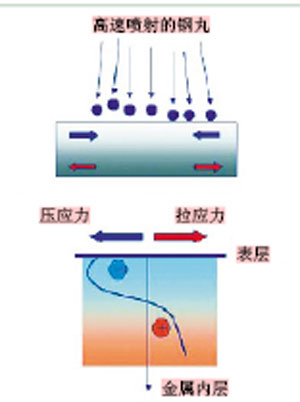
圖2 拋丸強化工藝的原理
覆蓋率可以通過目測觀察,而強度則需利用阿爾門試片進行測量。
零件校對工具(PVT)被設計用來將測試試片置于一些特定位置,在這些試片可模擬零件有強度要求且必須進行強度測試的區域位置,根據不同應用,齒輪的強化一般要求是強度范圍0.015~0.03(在等級“A”上),覆蓋率為100%~200%。
三種噴丸強化工藝
噴丸強化工藝有以下3種方式:離心力拋丸強化、壓縮空氣噴丸強化、混合式(噴嘴和拋頭)。
從產量方面考慮,大批量生產中,離心力拋丸強化優于另外兩種方式。離心力拋丸強化工藝中,鋼丸在離心力的作用下從葉輪軸上的孔溢出到葉片上,再由高速轉動的葉片沿固定角度拋出(圖3),單位時間內,拋丸丸流覆蓋的面積大于噴嘴噴丸,但拋丸強化的應用受限于待處理齒輪的尺寸,如果是強化小齒輪且齒根部面積狹小,就需要多個拋頭固定在不同角度,以達到所需的強化效果。壓縮空氣式噴丸強化必須利用多個噴嘴(圖4),對準齒面、齒根的特定部位,使丸流更集中、目標更確定,可達到精確強化的效果。混合式噴丸強化盡管應用比較少,但它的優勢在于在一臺設備上集合了拋丸強化的高產量和噴丸強化的高精確度和可控性等優勢。
工藝參數對強化效果的影響
無論哪種強化技術,目的都是要獲得一個持續恒定、可重復的強化強度,因此,必須了解工藝過程中哪些關鍵變量會影響到最后的強化結果。對于離心力式拋丸強化,拋頭、拋頭轉速、拋射速度、拋射角度(涉及拋頭位置、定向套移動等)等工藝變量會影響到最終強化效果。對于直接壓力式噴丸強化,噴嘴、噴嘴尺寸、噴射壓力、噴射角度(涉及噴嘴移動、多個噴嘴)等變量會影響最終強化效果。

圖3 適于大批量生產的離心力拋丸強化
1、在離心力拋丸強化中,拋頭工藝變量對強化效果的影響
□ 拋頭直徑決定了鋼丸介質從一定角度被拋射出去時的速度。在同樣的拋頭轉速下,直徑大的拋頭產生的強化強度更高。
□ 拋頭的功率決定了單位時間內被打出去的鋼丸數量。
□ 拋頭采用變頻電機直接驅動,通過改變電機的頻率可以改變拋頭的轉速,從而改變鋼丸拋出的初速度。
□ 拋頭通常都被永久地固定在拋丸室的特定位置,但可以通過調整定向套的位置來改變拋射方向。定向套的位置最終決定了鋼丸被拋頭拋射出去的角度。
2、直接壓力式噴丸強化中工藝變量對強化效果的影響
□ 噴丸強化中的噴射壓力類似于拋丸強化中的拋頭速度,壓力越大,強度越大。對于復雜的齒輪強化,通常在一個封閉環路內,通過一個比例調節器監控噴嘴壓力,如果出現任何偏離預先設定的壓力值,系統就會發出警報,指示關閉機器。
□ 噴嘴尺寸的大小決定了鋼丸介質被噴射到零件表面的數量。對于噴丸強化工藝,最重要的因素就是要取得精確的方向性,目標準確,鋼丸被無誤差地打到零件表面指定點,達到所需的強度。
□ 安裝在多軸機械手上的噴嘴可實現自由移動,該機械手在伺服驅動系統和動態控制器的協助下操縱噴嘴的移動,讓噴嘴沿零件的外緣和內部路線運動,比如沿行星齒輪和齒輪圈的輪廓進行噴射,可達到均勻一致、重復性高的強化效果。
當同時對一組行星齒輪和齒圈進行強化時,必須特別注意它們的齒根角度是不同的,因此,對于噴丸強化各個噴嘴位置的設定十分關鍵,合理的設置才能達到理想的齒輪、齒圈強化效果。
影響噴丸強化結果的其他工藝參數還包括:鋼丸的流量、鋼丸的尺寸、尺寸的一致性等。
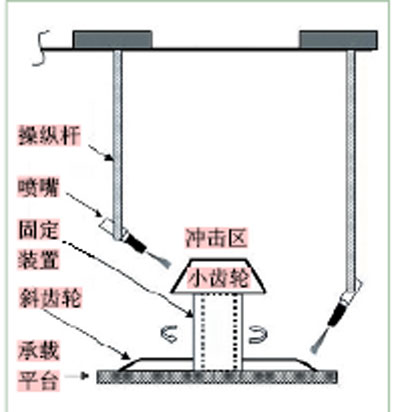
圖4 壓縮空氣式噴丸強化
丸料的流量由一個專門的流量控制閥控制。在拋丸強化設備中,該控制閥被安裝在拋頭進料區,通過調節流量控制閥的開口大小來調節經過該閥進入拋頭的鋼丸流量,而在噴丸強化設備中,丸料控制被閥安裝在壓力罐出口區。
鋼丸的尺寸需具備較高的一致性。強化設備中采用一個振動篩對丸料進行過濾,確保鋼丸尺寸一致,從而達到穩定的強化效果。
鋼丸(或切絲)的尺寸會直接影響覆蓋率和強化時間,一般規律是: 鋼丸直徑小,工件表面產生的殘余應力較高,但強化層較淺;鋼丸直徑大,工件表面產生的殘余應力較低,但強化層較深;當然,鋼丸的直徑必須小于齒輪過渡區的圓角半徑。
結語
噴丸強化工藝發展迅速,應用范圍將越來越廣。現在,通過采用精密的自動化控制系統對工藝參數實施同步監控,噴丸強化系統的柔性程度已經得到了極大的增強,從而可以獲得更加理想的零件強化效果。隨著技術的發展,汽車工程師也將不再局限于單一的拋丸強化或噴丸強化,新的混合式系統能將兩種技術優勢結合在一起,以滿足更多用戶特定的生產要求。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF