本文介紹了一則數控車床的編程實例,分析了數控程序的工藝編制。
數控車床編程實例,工藝分析及數控程序編制
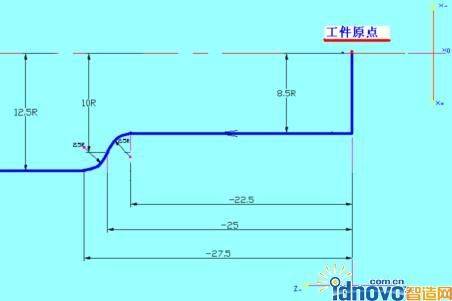
例1 試編制加工圖1示零件的零件程序
毛坯直徑為25mm,長度為50mm.
解:1、根據零件圖,選用CNC車床加工,用三爪卡盤夾緊工件
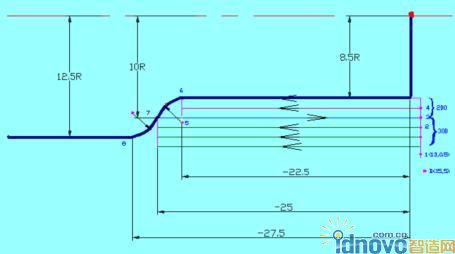
2、先加工R8.5,長22.5的外圓,分粗,精加工三次,
再加工R2.5逆圓弧,最后加工R2.5順圓弧
3、程序原點
選為B點,
坐標為(X15,Z5)
4、刀具
外圓車刀(左偏刀)
切削用量:S800 -- 粗加工
S1000 – 精加工、圓弧加工
F1000 -- 快速定位運動
F80 -- 直線切削加工
F40 -- 圓弧加工
5、程序清單如下
N1 G71 ; mm為單位
N2 G90 ;絕對方式編程,
N3 G50 X15 Z5 ;加工起點,距編程原點距離
N4 G00 X13 Z0.5 F1000 T1 S800;快速接近工件
N5 G73 D0 3 ;粗加工, 循環3次
N6 G91 ;改用相對編程
N7 G00 X-1 Z0 F1000 T1 S800;
N8 G01 X0 Z-25.5 F80 T1 S800;
N9 G00 X0 Z25.5 F1000 ;原路退回
N10 G06;循環結束
N11 G73 D0 2 ;精加工,循環兩次
N12 G00 X-1 Z0 S1000;吃刀1mm
N13 G01 X0 Z-23 F80 ;
N14 G00 X0.5 Z0 ;避開工件
N15 G00 X0 Z23 ;退回
N16 G06 ;
N17 G90 ;
N18 G00 X8.6 Z-22.4 ;快點定位
N19 G01 X8.5 Z-22.5 F100;靠近加工點
N20 G03 X10 Z-25 R2.5 CCW F40;逆圓加工
N21 G02 X12.5 Z-27.5 R2.5 CW F40 ;順圓加工
N22 G00 X15 Z0 ;退刀
N23 G00 X15 Z5 ;退回程序原點
N24 M05 ;主軸停止
N25 M02 ;程序結束
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF