本文介紹了G73粗車(chē)循環(huán)處理一些數(shù)控編程實(shí)例。
G81指令編程,點(diǎn)畫(huà)線代表毛坯。
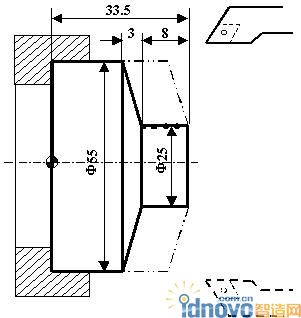
圖 G81切削循環(huán)編程實(shí)例
%3320
N1 G54 G90 G00 X60 Z45 M03 (選定坐標(biāo)系,主軸正轉(zhuǎn),到循環(huán)起點(diǎn))
N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循環(huán),吃刀深2mm)
N3 X25 Z29.5 K-3.5 (每次吃刀均為2mm,)
N4 X25 Z27.5 K-3.5 (每次切削起點(diǎn)位,距工件外圓面5mm,故K值為-3.5)
N5 X25 Z25.5 K-3.5 (加工第四次循環(huán),吃刀深2mm)
N6 M05 (主軸停)
N7 M30 (主程序結(jié)束并復(fù)位)
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF