1 前言
傳統(tǒng)的螺紋加工主要采用螺紋車(chē)刀車(chē)削螺紋或采用絲錐、板牙手工攻絲及套扣等方法。隨著數(shù)控加工技術(shù)的發(fā)展,尤其是三軸聯(lián)動(dòng)數(shù)控加工技術(shù)的出現(xiàn),使更先進(jìn)的螺紋加工方式—螺紋的數(shù)控銑削得以實(shí)現(xiàn)。螺紋銑削加工主要采用數(shù)控撞、銑類(lèi)機(jī)床或加工中心。對(duì)于小直徑內(nèi)螺紋(≤20mm)常用攻絲、套扣等方法來(lái)加工;對(duì)于材質(zhì)硬度高、孔數(shù)較多的大型精密非標(biāo)準(zhǔn)內(nèi)螺紋的加工,用這些傳統(tǒng)的加工方法則比較困難。英格索爾的NC-120內(nèi)螺紋旋風(fēng)銑削加工方法,則很好地解決了用傳統(tǒng)方法難以加工的大型精密內(nèi)螺紋的加工問(wèn)題。它可嚴(yán)格控制中徑公差、減小或消除刀具切削時(shí)對(duì)牙型的干涉,大大提高了被加工螺紋的精度,并且加工效率高。本文主要介紹旋風(fēng)銑削的加工工藝方法和編程。
2 加工原理和加工工藝方法
1) 加工原理和軌跡
在數(shù)控鏜銑類(lèi)機(jī)床上加工大型內(nèi)螺紋,可采用旋風(fēng)銑削,其加工原理為:高速旋轉(zhuǎn)的成形銑刀,其刀尖回轉(zhuǎn)圓始終與內(nèi)螺紋外徑處于內(nèi)接狀態(tài),與此同時(shí),刀具繞工件孔軸線作螺旋運(yùn)動(dòng),此時(shí)60°成形刀把與刀尖干涉的金屬切除,在工件孔壁上就切出螺紋槽。螺旋運(yùn)動(dòng)由數(shù)控機(jī)床的螺旋插補(bǔ)功能來(lái)實(shí)現(xiàn)。為防止加工到孔底部時(shí),切屑與刀具的干擾阻擠和加工部位被切屑遮蓋,旋風(fēng)銑削均采用從孔底向外加工的走刀方向。
2) 刀具和附具
在內(nèi)螺紋的旋風(fēng)銑削時(shí)是借用NC-120裝置上的刀片、刀盤(pán)和刀桿,其機(jī)構(gòu)如圖1所示。并設(shè)計(jì)制造了一根專(zhuān)用接桿,前面連接NC-120刀桿和刀盤(pán),后面的錐柄與機(jī)床主軸連接(圖1)。該刀片是可轉(zhuǎn)位、不重磨硬質(zhì)合金刀片,其尺寸和角度精度較高,可裝于銑刀盤(pán),同時(shí)裝4~6把刀片,組成多刃銑刀盤(pán)。通過(guò)刀盤(pán)尾部的定心柱和螺紋與刀桿聯(lián)結(jié),又通過(guò)刀桿尾部的短錐、鍵和螺釘,緊固在可裝入錐孔的專(zhuān)用刀桿上。該刀具有同時(shí)參與切削的刀片多、精度高、耐磨性能好等優(yōu)點(diǎn)。由于刀具直接連接主軸,在選擇刀盤(pán)時(shí),主要是考慮加工螺距的大小和螺孔的深淺,螺孔直徑不是考慮的主要因素。銑螺紋用的刀具也可自行設(shè)計(jì),但其制造精度要滿足工作的要求。為保證其牙廓尺寸精度和表面粗糙度,盡可能采用多刃結(jié)構(gòu)。
圖1 銑削內(nèi)螺紋刀具
3) 螺紋有關(guān)參數(shù)的計(jì)算
內(nèi)螺紋的牙型尺寸和刀點(diǎn)如圖2所示。螺紋標(biāo)準(zhǔn)中規(guī)定其牙型是將等腰三角形尖峰削去H/8高度,并以此處作為螺紋公稱(chēng)直徑。圖2中體現(xiàn)螺紋配合間隙的要求。
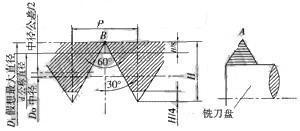
圖2 內(nèi)螺紋牙形尺寸和刀尖
數(shù)控銑削中,為使圖2中所示的刀尖A與牙型尺寸中的點(diǎn)B重合,必須計(jì)算出螺孔的最大直徑D1。其計(jì)算如下:
D1=d+2×H/8=d+H/4
式中,H=0.866P,P為螺距,中徑公差按其公差值的1/3考慮,則D1直徑還將加大:
D1=d+H/4+e/3
式中,e為中徑公差值。
3 程序編制
以西門(mén)子8系統(tǒng)為例,介紹其數(shù)控程序的編制。以子程序形式編寫(xiě)。用R參數(shù)代替語(yǔ)句中的數(shù)碼和數(shù)值,能適用于不同直徑、不同螺距、不同深度的螺紋加工,具有一定的通用性。程序按刀具中心軌跡編寫(xiě),所以不需要使用刀補(bǔ)功能。程序可存入機(jī)床,使用時(shí),由主程序調(diào)用并給出切削用量、初始參數(shù)賦值,同時(shí)使刀具中心定位在已加工好的底孔上方。
1) 程序的初始賦值參數(shù)的定義和軌跡
圖3是內(nèi)螺紋旋風(fēng)銑削程序軌跡及參數(shù)定義:RO1—加工螺紋公稱(chēng)直徑;
R03—專(zhuān)用銑刀盤(pán)刀尖直徑(SK);
R05—加工螺紋的深度;
R06—螺紋中徑的公差值;
R08—螺紋銑削走刀速度;
R09—螺距;
R11—刀具軸編號(hào)(X軸,111=1;Y軸,111=2;Z軸,R11=3)。
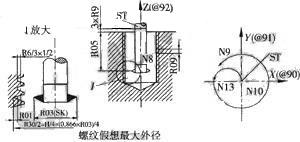
圖3 內(nèi)螺紋銑削工作圖及參數(shù)定義
2) XY平面上內(nèi)螺紋銑削程序框圖
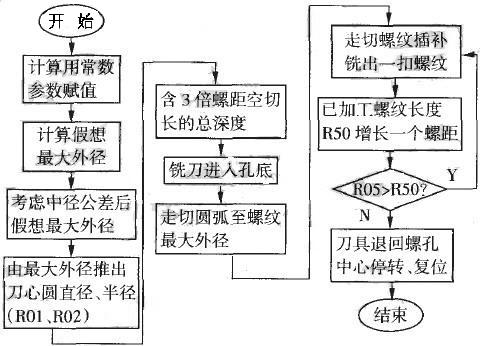
在XY平面上進(jìn)行內(nèi)螺紋銑削的程序框圖如圖4所示:
圖4 程序流程圖
3) XY平面上內(nèi)螺紋銑削程序
對(duì)于數(shù)控鏜、銑類(lèi)機(jī)床(加工中心)來(lái)說(shuō),螺紋銑削加工程序的編制主要采用G02、GO3圓弧插補(bǔ)指令,形成螺旋插補(bǔ)運(yùn)動(dòng)。下面是西門(mén)子8M系統(tǒng)使用的子程序單:
N1 R1O 0.8S6 R12 4 R50 0;
R52 2 R53 R02 0
R54 0
N2 R30×RO9 R00 0 R30/R32;
N3 R01 R30 R00 0 R06/R51;
N4 R01 R06 R00 0 R01-R01;
N5 R01/R52 R00 0 R02 R01;
N6 R02/R52 R00 0 R54 R01 ;
N7 R54×R51 R00 0 R05 R54 ;
N8 G64 G91 G01 Z-R05 FR08 M03;刃具進(jìn)入孔底
N9 G03 X-R01 Y0 PR2;圓弧切入至最大外徑
N10 G03 X0 Y0 IR01 J0 ZR9;螺旋插補(bǔ)銑削一扣
N11 R50 R09;已加工長(zhǎng)度增加一個(gè)螺距
N12 @02-10 R5 R50;判斷R05>R50時(shí),前跳到N10段
N13 G00 XR01 M05;R05≤R50時(shí),刀具退到孔中心
N14 G90 G60 M17;子程序結(jié)束
程序是按加工右旋內(nèi)螺紋設(shè)計(jì)的,也可按同樣方法編寫(xiě)左旋內(nèi)螺紋的通用參數(shù)子程序。
4 結(jié)論
用旋風(fēng)銑削法來(lái)加工大型精密內(nèi)螺紋,能?chē)?yán)格控制中徑公差,加工精度好,效率高。由于采用了子程序技術(shù),編程較為簡(jiǎn)便。且對(duì)于不同類(lèi)型的螺紋,只需修改程序中的參數(shù)即可,程序可保存于數(shù)控系統(tǒng)中,加工時(shí)調(diào)出,適合于批量生產(chǎn)。我們?cè)谛吞?hào)為XK713型數(shù)控機(jī)床上采用了旋風(fēng)銑削加工M200的大型內(nèi)螺紋,結(jié)果表明,用該方法加工,生產(chǎn)效率比用傳統(tǒng)方法加工提高了40%,且容易控制其加工精度。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專(zhuān)業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF